

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Желатинизация и растрескивание полиэфиров 1 ... 31 32 33 34 35 36 37 ... 40 смол, она применяется для покрытия ножей для резины и некоторых пластмасс. Маркировка готовых изделий. Маркировка может выполняться с помощью печатных красок, горячим штемпелеванием или шелкографией. Одним из простейших и наиболее распространенных способов маркировки  Рис. II-8. Циркульная пила с алмазными режущими гранями для обрезки приливов сильно наполненного заливочного компаунда. Пила надвигается на неподвижное изделие. является использование печатных красок. Большинство поставщиков печатных красок и оборудования для их нанесения в состоянии предоставить потребителям исключительно прочные краски, выдерживающие военные требования, в том числе увлажнение и действие соленой воды. Этого нельзя в полной мере сказать о маркировке способом шелкографии, которая требует выпуклой поверхности. При этом маркировка, полученная по такому способу, может осыпаться под руками и не вы- держивает таких жестких условии эксплуатации, как печатные краски. Маркировка печатными красками показана на рис. 11-9. При маркировке печатными красками или шелкогра-фией необходимо следить, чтобы на маркируемой поверхности не оставалось разделительного вещества, применяемого при заливке в формы. Маркировка непосредственно по пленке разделительного вещества приводит  Рис. II-9. Маркировка залитых узлов электронного оборудования штемпелеванием с помощью печатной краски. к ПЛОХОЙ адгезии между поверхностью изделия и маркировочным материалом. Поэтому, если возможно, желательно маркировать зачищенные поверхности. Если этого нельзя сделать, маркируемая поверхность перед операцией маркировки должна быть очищена с помощью растворителей. В случае необходимости высушенная маркировка может быть покрыта прозрачным лаком с целью защиты от стирания и разрушения. Отмечается, что почти во всех случаях зачищенная поверхность имеет более светлый цвет и меньше блестит, чем поверхность после заливки. Особенно это заметно на наполненных компаундах, главным образом потому, что зачистка происходит по частицам наполнителя. Первоначальный глянец и цвет могут быть восстановлены протиркой поверхности смазкой или маслом. Если такая протирка производится после марки- ровки поверхности, ее необходимо защищать дополнительным покрытием. - Другие приспособления. Существует большое число других приспособлений, которые повышают эффективность и экономичность любой данной операции. В то же время бывают .приспособления, полезность которых проявляется только в некоторых случаях. При залив'ке часто может потребоваться предварительное покрытие некоторых деталей с целью их защиты во время заливки. Примером может служить нанесение покрытия из кремнийорганического каучука на сверхминиатюрные лампы или другие детали перед заливкой. Существует большое число других аналогичных операций предварительного покрытия. Часто отмечается, что такие операции выполняются над каждой деталью в отдельности. Разумеется,. намного эффективнее применять покрытие в барабанах и в приспособлениях для окунания, так как при этом покрывается одновременно большое число деталей. ГЛАВА ДВЕНАДЦАТАЯ ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ Эффективность и экономичность технологических операций заливки электронного оборудования в такой же степени зависят от правильного выбора соответствующего оборудования, как и от выбора приспособлений и инструмента. Расширение использования заливочных материалов привело к быстрому накоплению знаний и опыта по технологии переработки и технологическому оборудованию, предназначенному для заливки. Многие эффективные операции, осуществляемые сегодня, сильно отличаются от технологических схем, которые были обычными несколько лет тому назад. Первоначально наиболее распространенные технологические схемы при заливке включали перемешивание вручную и другие операции периодического характера. В настоящее время большинство операций технологического процесса полуавтоматизировано; существует и несколько полностью автоматизированных производств. при заливке, герметизации или пропитке основными операциями являются: 1) размол или перемешивание основных компонентов (смолы, наполнителей и пигментов) с образованием компаунда; 2) хранение, перемещение и вакуумирование компаунда; 3) дозирование компаунда и катализатора (отвердителя) и подача компаунда с катализатором в форму или емкость с заливаемым изделием; 4) отверждение компаунда с катализатором различными способами. Так как вышеуказанный порядок характерен для обычного способа переработки заливочного материала, перечисленные операции описываются ниже в таком же порядке. РАЗМОЛ ИЛИ ПЕРЕМЕШИВАНИЕ КОМПАУНДОВ Мнения относительно правильного выбора оборудования для перемешивания компаунда часто расходятся. Согласно одной точке зрения хорошее смешение смолы и наполнителя требует операции размола. Согласно другой точке зрения такой сложный путь для перемешивания совсем не обязателен, так как получаемый компаунд представляет собой простую физическую смесь, для которой не требуется такого тщательного смачивания наполнителей, как в случае лакокрасочных материалов. Обе точки зрения имеют свои основания, в связи с чем на практике с учетом логических и экономических соображений необходимо выбирать возможно более простые способы перемешивания, которые обеспечивали бы получение конечного продукта удовлетворительного качества. Таким образом, желательно проделать некоторые эксперименты перед выбором оборудования для изготовления компаундов и их переработки. При этом часто хорошие результаты дает простое перемешивание, однако в некоторых случаях такое механическое перемешивание может быть недостаточным, например если наполнитель, в частности рубленое стекловолокно, очень плохо смачивается. Обычно наполнитель подобного типа из-за плохого смачивания при простом механическом перемешивании может агломерироваться. В таких случаях для получения однородного и гомогенного компаунда может потребоваться размол. Размол - это процесс, применяемый для механического разрушения частиц наполнителя в смоле или для повышения смачивания наполнителя смолой, так как смесь смолы с наполнителем является основой заливочных компаундов. Размалывание может осуществляться путем пропускания смеси смолы с наполнителем в узком зазоре между вальцами на оборудовании типа вальцовой краскотерки или при вращении смеси в цилиндрической шаровой или галечной мельнице, заполненной размольными телами наполовину или одну треть. В таких мельницах измельчение происходит благодаря тому, что шарр>1 или галька непрерывно падают через жидкий компаунд при вращении мельницы. Такие мельницы выпускаются различных размеров - от небольших лабораторных мельниц емкостью 3-4 л до очень больших промышленных мельниц емкостью в сотни литров. Мельницы такого типа наиболее распространены в лакокрасочной промышленности. По размалывающим материалам они делятся на шаровые и галечные мельницы. Галечные мельницы обычно облицованы керамикой и заполнены керамической галькой определенной формы. Шаровые мельницы, как правило, облицованы металлом и заполнены металлическими шарами. При размалывании компаундов для заливки электронного оборудования обычно предпочитают галечные мельницы, чтобы исключить возможность попадания металлических примесей в компаунд. Такое загрязнение в известной степени наблюдается, так как стенки мельницы и шары подвергаются износу. Другой причиной, по которой галечные мельницы имеют преимущества по сравнению с шаровыми стальными мельницами, является то, что некоторые смолы, входящие, в состав компаундов, в известной степени катализируются металлическими примесями. Это особенно характерно для некоторых полиэфиров. В связи с износом в процессе размола особое значение приобретает выбор керамической облицовки и гальки; применение в заливочных компаундах абразивных наполиителей, например двуокиси кремния, будет ускорять износ гальки и облицовки. Обычно поставщики галечных мельниц имеют ряд соображений относительно правильного выбора гальки и облицовки для мельниц. Примером хорошей гальки является французская кремнистая галька. Другим важным фактором, который следует учитывать при использовании галечных мельниц, является время размола. Существуют самые различные мнения о времени размола. Многие считают, что очень длинный цикл размола важен для хорошего смачивания и компаундирования, в то время как по мнению других для размола требуется несколько часов. Сравнение электрических и физических характеристик компаундов, подвергавшихся размолу в течение различного времени, дает ответ на этот вопрос. При этом обычно оказывается, что для изготовления заливочных компаундов не всегда требуется очень длительный размол. Разумеется, сокращение периода размола сократит весь технологиг ческий процесс. Кроме того, длительность размола будет обусловливать количество и стоимость требуемого капи-гтального оборудования. При большом объеме производства стоимость оборудования может быть значительна. Другим фактором, обусловливающим продолжительность размола, является значительное количество тепла, выделяющегося ири размоле из-за соударений шаров или гальки ири вращении мельницы. На практике на-►блюдается, что при размоле компаунда его температура постепенно растет. Если применяются смолы, отверждающиеся только за счет повышенной температуры, например - некоторые полиэфиры, контроль температуры становится особенно важным. Температура может регулироваться или за счет сокращения продолжительности цикла размола, или за счет применения мельниц с водяной рубашкой. Пренебрежение этим фактором может привести к тому, что значительная часть такого капитального и дорогого оборудования, как галечные мельницы, выйдет из строя, так как окажется заполненной отвержденным компаундом. Обычно летучие растворители, такие как ацетон и др., являющиеся хорошими растворителями полиэфиров, не могут быть использованы для очистки галечных мельниц ввиду того, что мельницы, как правило, не рассчитаны на большое давление, образующееся из-за повышения упругости паров растворителя при вращении мельницы. Поэтому очищаться мельницы должны вручную механическим путем, причем очистке способствует применение каустической соды или других нелетучих материалов, помогающих удалению компаунда. Установка больших галечных мельниц требует также значительных затрат из-за необходимости устройства мощных фундаментов, чтобы противостоять силам, возникающим при вращении больших мельниц. Несмотря на все это, размол компаундов в некоторых случаях является совершенно необходимым и эффективным процессом. Операция размола компаунда изображена на рис. 12-1, ... 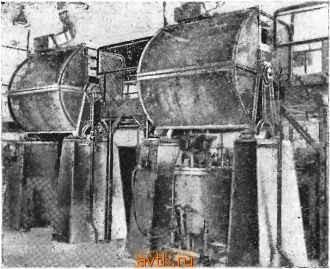 Рис. I2-I. Пример хорошо установленных галечных мельниц для помола заливочных смол. Видны приспособления для охлаждения мельниц при помощи водяных оубашек, для удобной выгрузки размолотого компаунда в передвижную емкость и платформа для загрузки мельниц. Существует большое число смесителей и мельниц, и список фирм - изготовителей этого оборудования весьма велик. Небольшие лопастные смесители могут быть получены у большинства поставщиков химико-технологического оборудования. У них же модсно получить вальцовые краскотерки. Галечные мельницы типа изображенной на рис. 12-:1 выпускаются самых различных размеров и конструкций фирмами Р. О. Abbe, Inc и The Patterson Foundry and Machine Co. Стоимость галечных мельниц колеблется от нескольких сотен долларов для лабораторных установок до многих тысяч долларов для промышленных мельниц. Механическое смешение. Изучение физических и электрических свойств компаундов показало, что в большинстве случаев механическое смешение дает не худшие результаты, чем размол. Если учесть, что к тому же механическое смешение легче подается контролю, дешевле и более разносторонне, не удивительно, что оно применяется более широко, чем размол. Механическое смешение обычно производится в емкости, которая для снижения вязкости высоковязких компаундов может нагреваться. Бак обычно оборудован мешалкой с переменной скоростью, как правило, с пневматическим приводом, и оборудован вакуумной линией для удаления воздуха из готового компаунда. При работе с синтетическими смолами мешалки с пневматическим приводом безопаснее, чем мешалки с электрическим приводом. Кроме того, мешалки с пневматическим приводом обычно дешевле и скорость их вращения регу-♦лируется легче. Из числа таких факторов, которые надо учитывать при смешении, в первую очередь следует упомянуть о нагреве. Так как мешалка смонтирована в баке, где производится перемешивание, лучше производить нагрев снаружи при помощи нагревателей или горячей водяной рубашки. Электронагреватели, намотанные на смеситель, обеспечивают обычно равномерный нагрев, но временами могут вести к местному перегреву. Так как ленточные электронагреватели обычно особенно склонны к местному перегреву, их избегают применять. Лучшим способом является применение рубашек с горячей водой или другим жидким теплоносителем. Опыт показал, что этот способ обеспечивает более равномерную температуру компаунда в смесителе, которую к тому же проще регулировать. Если используется обогрев горячей жидкостью, необходимо особо внимательно следить, чтобы мешалка не царапала внутренних стенок смесителя во избежание образования отверстий, через которые горячая вода или масло может попасть в компаунд. Казалось бы, что это бесспорное положение; тем не менее проблемы, аналогичные описанной, возникают из-за того, что внутренний и наружный баки устанавливаются неточно. Хотя равномерный нагрев желателен для лю- бого смешиваемого компаунда, соолюдение этого фактора особенно важно для полиэфирных смол, которые могут отверждаться при перегреве. В то же время это обстоятельство не является столь существенным для эпоксидных смол. Желательно иметь регулировку скорости привода мешалки, если смеситель служит и для хранения компаунда. В то время как большая скорость требуется для введения наполнителя в смолу, малая скорость мешалки требуется, чтобы избежать оседания наполнителей из смолы. Медленное перемешивание предпочтительно для хранения компаунда, так как быстрое перемешивание приводит к попаданию воздуха в компаунд. Существует много типов мешалок, которые дают одинаково хорошие результаты. Однако при смешении компаунда, как и при его перемешивании в процессе хранения, существует некоторая тенденция к агломерации наполнителей на внутренних стенках смесителей и хранилищ. Поэтому лопастные мешалки с гибкими концами, которые непрерывно соскребают агломераты с внутренних стенок аппаратов, являются весьма полезными. Кроме того, так как наполнители не так текучи, как смолы, крышка смесителя должна или легко сниматься, или иметь большой загрузочный люк для наполнителей. В противном случае загрузка наполнителей в смеситель может быть затруднительной. Для того чтобы предотвратить пыле-кие наполнителя во время загрузки, необходимо располагать смеситель под вытяжкой или применять для загрузки виброворонки. Кроме того, полезно иметь указатель уровня компаунда в виде смотрового стекла или калиброванной линейки, опущенной в смеситель. Контроль уровня весьма важен, особенно если смеситель применяется не только для смешения компаунда, но и для его хранения и вакуумирования и если он соединен е автоматической дозирующей и смесительной установкой. Если вакуумирование компаунда производится в том же баке, где он смешивался, важно, чтобы уровень компаунда в баке был достаточно низок - в процессе вакуумирования должно быть достаточно места для образования и разрушения пены. Если уровень компаунда слишком высок, пена не разрушается и компаунд плохо вакуумируется. По этой причине желательно выбирать емкость такой формы, чтобы ее диаметр был наибольшим из практически возможных, а высота наименьшей, так как слой образующейся пены больше зависит от высоты компаунда в емкости, чем от его диаметра. Для контроля за пенообразованием емкость, в которой производится вакуумирование, должна быть снабжена двумя смотровыми окнами на крышке. Одно окно служит для-освещения, а второе -для наблюдения за пеной. Известное внимание необходимо уделять выбору материала, из которого изготовляются смесители и хранилища, особенно их внутренние рубашки. Внутренняя поверхность не должна корродировать и должна иметь минимальную адгезию к могущим образовываться агломератам. Облицовка внутренних поверхностей может быть из нержавеющей стали или же полиэтилена и других пластмасс. В случае работы с полиэфирами гладкость поверхности имеет значение не только с точки зрения коррозии аппарата и агломерации наполнителей, но и в связи с тем, что полиэфирные смолы имеют тенденцию образовывать слой на поверхности аппаратов. Это приводит к необходимости периодически очищать баки, содержащие полиэфирные смолы, что связано с затратой времени и средств. Поэтому желательно по возможности снизить необходимость очистки, применяя очень гладкую облицовку или сменные контейнеры. ПЕРЕМЕЩЕНИЕ КОМПАУНДОВ Перемещению компаундов во время технологического процесса необходимо уделять соответствующее внимание. Применение для этой цели насосов различных типов связано с недостатками. В случае наполненных компаундов насосы быстро изнашиваются из-за абразивного действия наполнителей, особенно таких абразивных наполнителей, как двуокись кремния. Кроме того, если компаунды, которые могут постепенно отверждаться без катализатора, за счет взаимодействия с воздухом или при действии тепла, зажелатинизируются в насосах, это потребует их разборки- и очистки. В то же время перекачка ненаполненных смол, которые не имеют тенденции желатинизироваться в насосах, дает, разумеется, хорошие результаты. Наилучшим способом перемещения компаундов является в большинстве случаев перемеще- 1 ... 31 32 33 34 35 36 37 ... 40 |
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон