

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Комбинированные зажимные устройства 1 ... 5 6 7 8 9 10 11 ... 28 й,Н(приР2 = 1йОН) 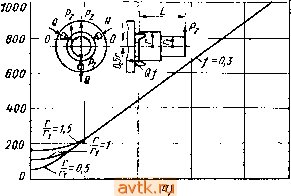 300 -  о Z 3 f Ut Рис. 42. Графики для определения сил закрепления ваготовок в трех- и четырехкулачковых патронах При обтачивании длинной заготовки, консольно зажатой в трехкулачковом патроне, сила закрепления должна надежно удерживать ее в кулачках. Для коротких кулачков (рис. 42, а) условие равновесия для наименее выгодного приложения силы Р, (выворачивание заготовки вокруг линии О-О) будет kP,L - l,5Q/r, Значения Q можно найти по кривым на рис. 42, а при k ~ = 1,0; Рг = 100 кН и / = 0,3. Найденную величину Q умножают на коэффициент запаса и на поправку Яг/Ю, где Р' - сила резания при одном резце или равнодействующая составляющих силы резания при нескольких одновременно работающих резцах. Ве- личина L характеризует расстояние от места закрепления заготовки до равнодействующей. Левая разветвляющаяся часть кривой соответствует условиям закрепления короткой заготовки, для которой момент от силы мал. Для этого случая расчет произведен по моменту трения заготовки в кулачках патрона Q kPz/3f. Если / = 0,45, то полученное значение Q делят на 1,5, а при / = 0,6 - на 2. Рекомендуемые значения /: при гладких губках 0,16-0,18, при губках g кольцевыми канавками 0,3-0,4, при губках g взаимно перпендикулярными канавками 0,4-0,5, при губках с острыми рифлениями 0,7-1,0. При закреплении заготовки в четырехкулачковом патроне (рио. 42, б) силу на одном кулачке можно определить из условия равновесия моментов относительно одного из кулачкови kPL = Q (2г/ + 2rf), Аналогичная кривая для определения Q показана на рис. 42, в. Сила Q определйеТся при тех же условиях, что и в предыдущем случае. Зажимное устройство, предотвращающее смещение заготовки от действия нескольких одновременно действующих моментов. 1. В заготовке одновременно обрабатывают п отверстий мерными инструментами (зенкерами, развертками, цековками) с параллельно расположенными осями. При малой радиальной жесткости инструментов (закрепление их на удлиненных оправках и работа без кондукторных втулок) на заготовку действует суммарный п момент 5] Ml от инструментов. Силу закрепления и место ее при-1=1 ложения выбирают так, чтобы момент трения, удерживающий за- п готовку, = S Если заготовка крепится в призме (рис. 43, а), то для расчета силы закрепления применима формула схемы, показанной на рис. 41, е. При большой радиальной жесткости инструментов (обработка по кондукторным втулкам, растачивание многорезцовыми головками) силу закрепления можно уменьшить, так как проворачиванию заготовки от суммарного момента препятствуют сами инструменты. Этот случай, однако, характерен для обработки отверстий по широким допускам ввиду большого бокового давления стенки отверстия на инструмент. Силу закрепления можно уменьшить, применяя упоры, штыри и другие элементы для восприятия суммарного момента. Последний можно привести к нулю или значительно снизить, если половину обрабатывающих инструментов выполнить левого вращения. 76  ШШМШМ Ш М #### \ ЬШщй  Рис. 43. Схемы для расчета сил закрепления заготовок прн миого-инструментиой обработке 2. В заготовке одновременно растачивается несколько параллельно расположенных отверстий однорезцовыми скалками. При самом невыгодном угловом расположении резцов возникает максимальная суммарная сила сдвига Р ~ Р^Л- Р^Л- Л- Рп (рис. 43, б). Сила закрепления где fi и fi - коэффициенты трения соответственно между заготовкой и зажимным элементом, между заготовкой и опорами. Момент относительно точки О от силы Р М РН. Он должен быть уравновешен моментом от силы Q = QL. Вводя коэффициент запаса k, получим силу закрепления по условию приложенных моментов: k{Pih + Pih-{--..-¥Pnln) Определяя силу Q по условиям (а), (б) и (<з), выбираем ее наибольшее значение для данного конкретного случая. При синхронном вращении шпинделей можно установить такое расположение резцов (рис. 43, в), при котором условие (а) отпадает, а условие (в) получает вид <2 = к [{P4.h + P3h)~(P2h-Pih)] L в \а 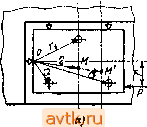 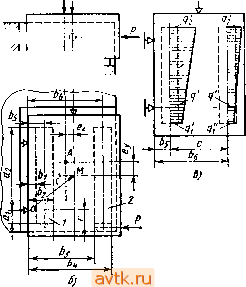 Рис. 44. Схемы для расчета сил закрепления заготовок Силу закрепления в этом случае можно значительно уменьшить. В общем случае при расчете силы закрепления заготовки, подвергаемой многоинструментной обработке, следует ориентироваться на самую неблагоприятную фазу изменения сил резания в процессе данной операции. Это требует анализа структуры и операций по всем ее элементам. Зажимное устройство, предотвращающее проворачивание заготовки на базовой плоскости от действия боковых сил, I. Заготовка установлена на три опоры и базируется боковыми плоскостями (рис. 44, а). Сила резания Я стремится повернуть заготовку вокруг боковой опоры О. Смещению заготовки препятствуют силы трения в местах ее контакта с опорами (коэффициент трения fi) и с зажимным устройством (коэффициент трения / г)- Если сила закрепления Q приложена в центре тяжести М опорного треугольника, то условие ра 8новесия имеет вид ZkPr h irx -t- Га 4- з) + 3/24 Если точка приложения силы закрепления УИ не совпадает с центром тяжести м опорного треугольника, то равенство реакций опор нарушается. Для этого общего случая условие равновесия kPr = hQ {агх + br + сг,) + fiQr, где коэффициенты а, 6 и с, в сумме составляющие единицу, находят из условий статики: /1 {art + bn + сгз) + fiTi 2. Заготовка установлена на опорные пластины и базируется боковыми плоскостями. Сила Р стремится повернуть заготовку вокруг опоры О (рис. 44, б). Момент силы Р уравновешивается моментом сил трения на поверхностях контакта заготовки а установочными и зажимными элементами: kPr = УИтр Если сила закрепления Q приложена в центре тяжести опорных поверхностей пластин и давление q постоянно, то = fq \ (y,dF, + fq I PidFi + fQr, F, F, где f 1, 2 - площади опорных поверхностей пластищ Q (20) и и dxdyi] dxdy.,. р2 = + yb После подстановки этих величин в выражение (20) получим Л1тр = /9 и VT?i dx.dy, + fq\\VW+dXidy + fQr . F, F, Введем пределы интегрирования, согласно рис. 44, б, тогда! Л^тр = /</ j I IУЖ+у\ dyx + fq J { I УЖТА dy. + fQr. Точное определение Мтр сложно для практического пользования. Приближенное решение получим, приняв /?Т7 = 0.96х + 0,4г/ при х>у, ]/+/ = 0,9б1/ + 0,4л- при у>х (при X = у погрешность такой замены менее 4 %). Если сила закрепления Q приложена в точке а, смещенной относительно центра тяжести м опорных пластин, то давление непостоянно. Нагрузка на пластину l Q=Q(+0,5). где- е - смещение точки приложения силы Q; в - расстояние между пластинами. Соответственно нагрузка на пластину 2 Q = Q(o,5--). Аналогично предыдущему случаю + fQr = / J J Ук\ + yl q-dx.dy, -Ь + /11 V4 + yl (fdxy, -(- fQr, где q, q - давления на пластинах / и 2. Распределение давления вдоль пластин зависит от смещения ву точки приложения силы Q. Приняв линейный закон распределения, получим эпюру давления в виде трапеции (рис. 42, в), что имеет место при еу<-, где / - длина пластины. Изменение давления по длине пластины / можно выразить уравнением q= q\ + k (у-\- oi), где После преобразований получим для пластин / и 2 = Л' + В'у и (7 = А + В у; здесь в выражениях для А и В вместо Q берется Q . Применив по аналогии со случаем д = const замену (/л:2 41у20,964-0,4л- (при л:<3 /) и V+ У^ = + 0,у (при X > у\, получим более простое приближенное решение. Зная Мтр, найдем силу закрепления, решая приведенные уравнения относительно Q. Расчетные факторы для определения сил закрепления. [Для расчета сил закрепления необходимо знать жесткости систем установочных и зажимных элементов приспособления по нормали и в тангенциал>ном направлении, величины коэффициентов трения покоя /, а также значения коэффициента запаса к. 80 Жесткость системы установочных элементов по нормали может быть определена из уравнения где Л - жесткость стыка заготовки с ее опорами; Л, Jn - жесткости постоянных стыков приспособления и его элементов, передающих силу закрепления. Жесткость системы зажимных элементов найдем из аналогичного уравнения J 2 3 п где /[ - жесткость стыка заготовки о зажимом; Л, ...у Jn - жесткость стыков и элементов приспособления, передающих силу закрепления. Величины Л и Jl берут из зависимостей, приведенных в гл. I, по среднему значению силы, действующей иа рассматриваемый элемент. Остальные величины берут из формул сопротивления материалов. В общем балансе величин \IJ и MJi наибольший вео имеют составляющие 1/Л и 1 !. На основе анализа схем установки в различных приспособлениях можно рекомендовать приближенные формулы = (0,44-0,6) Л и Л ==(0,64-0,8) Л. Меньшие значения коэффициентов относятся к многозвенным, нежестким системам. В большинстве случаев Л > Л- Соотношение между ними можно выразить формулой /а = (1,5-2,5) /1. Если известны величины жесткостей и J, то в приведенных ранее формулах для расчета сил закрепления можно брать приближенно = 0,3-0,4 и = 0,6-0,7. --- Jl+J Меньшие значедия в первом соотношении и большие во втором берутся для зажимных систем пониженной жесткости. Величину упругих перемещений (мкм) в касательном направлении определяют по формуле где т - касательное напряжение в стыке; шт - тангенциальная податливость. Упругие перемещения в стыке происходят до величины тангенциальной силы, равной примерно половине силы трения покоя. Затем начинаются большие по величине пластические перемещения, переходящие в сдвиг стыка. Тангенциальная жесткость стыка заготовка - зажимной элемент обычно в 3-4 раза ниже жест- кости стыка заготовка - опора. На нее влияют зазоры в сопряжениях зажимного механизма и консоли зажимных элементов. При контакте обработанных поверхностей заготовок с установочными и зажимными элементами коэффициент трения покоя мало зависит от шероховатости поверхности заготовок, давления, материала заготовок и наличия следов смазочно-охлаждающей жидкости (СОЖ). При повышении давления до предельных значений и смачиваниии поверхностей контакта коэффициент трения уменьшается на одну-две сотых. В расчетах коэффициент трения можно принимать равным 0,16. Коэффициент трения (т. е. отношение силы трения к нормальной силе) при контакте необработанных заготовок (отливок, поковок) с опорами, имеющими сферическую головку (ГОСТ 13441-68), зависит от величины нормальной,силы и радиуса сферы. С увеличением нормальной силы и уменьшением радиуса сф?ры коэффициент трения возрастает от 0,18 до 0,30 в результате сопротивления сдвигу при контактных деформациях. Три обычных Нагрузках на опору коэффициент трения можно брать 0,20-0,25. Прн контакте заготовок с зажимными и установочными рифлеными элементами коэффициент трения зависит от нормальной силы. С ее ростом увеличивается глубина внедрения рифлений в поверхность заготовки и сопротивление сдвигу возра-стаег, коэффициент трения достигает 0,7-0,9. Зависимость между коэффициентом трения и нормальной силой можно представить для заготовок из серого чугуна и конструкционной стали выражением / = 5-10~Л^-f 0,2, где - нормальная сила на 1 см рабочей поверхности установочного элемента, Н В расчетах сил закрепления вводят коэффициент запаса k. Он необходим для обеспечения надежности зажимных устройств, так как вырыв или смещение заготовки при обработке недопустимо. Коэффициент k учитывает неточность расчетов, непостоянство условий обработки и установки заготовок. Применение в расчетах среднего значения k неправильно: при малом k надежность зажимного устройства недостаточна, при большом k получают завышенные силы закрепления, что увеличивает размеры зажимных устройств и приспособления в целом. В зависимости от конкретных условий построения операции значение k следует выбирать дифференцированно, как произведение первичных коэффициентов ко, ki, к^, . . ., kg, отражающих поправки на различных этапах расчета. Коэффициент ко учитывает неточность расчетов. При определении сил резания следует ориентироваться на самые невыгодные условия обработки - наибольшую глубину резания и наибольшую твердость обрабатываемого материала заготовки, получая при этом наибольшее значение Р (рио. 45, а). Из-за неточности расчетных формул действительная сила резания может получиться большей, чем Р^. Разброс этой силы для партии заготовок по-  Рис. 45. Схемы для расчета коэффициента запаса казан кривой рассеяния /. За расчетную силу резания, следовательно, нужно брать не силу Ртах, а силу Р = Pmixko- Здесь Й5 берется равным 1,1-1,3 (меньшие значения для однолезвийных и большие - для многолезвийных инструментов). При определении сил закрепления следует также ориентироваться на наименее выгодные условия, получая наибольшую силу Q (рис. 45, б). Из-за несовершенства расчетной схемы действительная величина силы закреплений в выполненном приспособлении может получиться меньшей Q (кривая распределения 2). За расчетную силу закрепления принимаем Q = Qmaxo, где kl = 1,1 1,2. Большое значение рекомендуется для сложных многозвенных зажимных систем, а также для устройств многоместных приспособлений, где необходимо обеспечивать равномерное закрепление всех заготовок. Для обеспечения полной безотказности работы зажимного устройства, особенно в условиях автоматизированного производства, необходимо введение гарантированного коэффициента запаса ft = = 1,2-ь1,3, который учитывает внезапные факторы (твердые включения в обрабатываемом материале, выкрашивание режущей кромки инструмента и др.). Таким образом, ft = ККК'> практически fto =.1,5-г-2. Коэффициент fti учитывает наличие случайных неровностей на поверхности заготовки, что вызывает увеличение сил резания. При черновой обработке = 1,2; при чистовой и отделочной обработке fti = 1,0. Коэффициент fta учитывает увеличение сил резания от прогрессирующего затупления режущего инструмента (fea = 1,0-г-1,7). Значения приведены в табл. 12. Коэффициент ftj учитывает увеличение силы резания при прерывистом резании. При точении и торцовом фрезеровании ftg достигает значения 1,2. Коэффициент ki характеризует зажимное устройство с точки зрения постоянства развиваемых им сил. При ручных устройствах силы закрепления непостоянны и для них можно принимать = = 1,3. При наличии пневматических, гидравлических зажимных устройств прямого действия ft = 1,0. Если допуск на размер 12. Значения коэффициента
заготовки влияет на силу закрепления, что имеет место при использовании пневмокамер, пневморычажных систем, мембранных патронов и других устройств, = 1,2. Коэффициент kf, характеризует удобство расположения рукояток в ручных зажимных устройствах. При удобном положении рукоятки и малом диапазоне угла ее поворота = 1,0, при большом диапазоне (более 90°) 1,2. Коэффициент учитывается только при наличии моментов, стремящихся провернуть заготовку. Если заготовка установлена базовой плоскостью на опоры с ограниченной поверхностью контакта, = 1,0. Если заготовка установлена на планки или другие элементы с большой поверхностью контакта, kg принимается равным до 1,5. В этом случае макронеровности на базовой поверхности заготовки вызывают неопределенность положения мест контакта относительно центра поворота заготовки. Выбирая значения коэффициентов k, соответственно условиям выполнения операции, можно получить величину h для каждого конкретного случая обработки: Пример. Определить коэффициент запаса для операции торцового фрезерования необработаииой заготовки, закрепленной в приспособлении с ручным зажимом. Положение зажимного устройства недостаточно удобно. Заготовка установлена на планкн, а сила резаиия создает момент, стремящийся сдвинуть ее от опор, 1 ... 5 6 7 8 9 10 11 ... 28 |
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон