

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Комбинированные зажимные устройства 1 ... 3 4 5 6 7 8 9 ... 28  2,0 У,
20 4(7 60 SB Z Рис. 32. Схемы для расчета основных размеров патрона леса 2 с обоймой / обеспечивается кулачками 3, перемещаемыми по наклонным пазам корпуса патрона. Для установки заготовки в осевом направлении служат регулируемые упоры 10. При закреплении колеса сила от штока 6 передается через гибкие пластинки и на кулачки. Практика эксплуатации показала, что клиновые патроны менее точны и надежны в работе, чем мембранные. В патронах {рис. 31, в) зубчатое колесо 2 закладывают между тремя эксцентричными секторами 12 со шлифованными зубьями. Посредством зубчатого механизма внутри патрона 13 секторы одновременно повертываются, центрируя и закрепляя обрабатываемое колесо. При конструировании мембранных и клиновых патронов определяют диаметр ролика (или шарика) d и расстояние L между осями ролика и патрона (рис. 32, а): d = 2 (Ао tg (Y + аг) - г sin a], где Гд - радиус основной окружности, мм; - расстояние точки контакта ролика от оси патрона, мм. Расстояние берут меньше радиуса выступов на 0,2-0,5 высоты головки зуба, а другие величины - из соотношений где г - число зубьев колеса; s - толш,ина зуба по дуге делительной окружности; Гд - радиус делительной окружности. Углы Oi и Ojj выбирают по таблицам эвольвентных функций! 1 == tg tti - tti и 62 = tg аг - aj, где - угол зацепления. Расстояние = cos(vVa2) При округлении величины d до целого числа d производят повторный расчет значения L и проверку радиуса расположения точки контакта с зубом г'г (рис. 32, б): L = / o/cos ttg. (10) Угол ttj определяется ji3 равенства 03 = tg аз - tta, где Диаметр ролика d в зависимости от числа зубьев г для углов зацепления 20 и 15° можно приближенно найти по кривым на рис. 32, е. После округления величины диаметра ролика проверяют величину г'г и определяют значение L. Значения d и L для цилиндрических колес со спиральными зубьями найдем из сечения колеса по нормали к зубу. Радиус кривизны получаемого в этом сечении эллипса у вершины- малой оси приближенно определим, разделив радиус окружности зубчатого колеса на cos*p, где р - угол наклона зуба к оси колеса. Используя формулу (8) для этого случая, имеем d = 2 где Го/cos р - радиус основной окружности воображаемого колеса; /j/cosp - радиус расположения точки контакта шарика с зубом этого колеса; здесь г' = --число зубьев ввображаемого колеса; s, COS pin f - толщина и шаг зубьев в нормальном сечении по делительной окружности; ein = tgain - 1п> где а^п - угол зацепления в нормальном сечении. По аналогии с формулой (9) получим расстояние от оси колеса до центра шарика и COS (v -f г) * 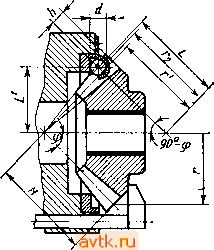 Рис. 33. Установка конического зубчатого колеса Установку конических зубчатых колес производят на шаровые опоры, применяя специальные устройства, прижимающие деталь по торцу ступицы (рис. 33). Исходными данными Для расчета диаметра шарика d и расстояния L являются: число зубьев г, половина угла начального конуса ф, радиус начальной окружности г, угол зацепления а^, толщина зуба S по дуге начальной окружности,- модуль зуба т. Длина образующей начального конуса Н = r/sin (>. Для выбранного сечения, в котором устанавливают шарик, г' = (Н - h) tg ф. Принимаем h = (1 -e-l ,5) т. Диаметр шарика находим по формуле (8), подставив значение радиуса, основной окружности: Го = (Н - h) tg ф cos aii r={H-h) tg + ma, где a = (0,3-f-0,5) m. Для определения угла у величину г заменяют фиктивной г' = = 2/cos ф, а S = пг/г для каждого конкретного сечения. Расстояние L определяем по формуле (9), а расстояние от цен-тра шарика до оси колеса L = L cos ф^ Пример. Определить диаметр роликов для установки прямозубого колеса в самоцентрнрующнй патрон и расстояние между осями роликов и патрона. Дано: г = 40, т= 5 мм, а, = 20°, гд = 100 мм, радиус окружности выступов Tg = 105 мм. Решение. Диаметр ролика d найдем по формуле (8), л^едварительно рассчитав следующие величины: Ло = лд cos 1 = 100 cos 20° = 93,96 мм; = г, - 0,3т = 103,5 мм; cos 02=-= 0,90782; ai = 24° 48; 01 = tg oi - Oi = 0,0149; 02 = tg aj - ai = 0,02922; (2+ ) (+ ) + . - = 0,05357; y=3°418 ; d = 2 [93,96 tg (3°448 + 24°48) - 103,5 sin 24°18 = 12,59 мм. Полученное значение диаметра ролика округляем до 13 мм. Такой же результат получим по кривым иа рис. 32, в. Для округленного размера d = 13 мм найдем расстояние между осями роликов и патрона, а также радиус г' расположения точки контакта ролика с зубом (проверка иа отсутствие кромочного касания). Расчет веде*! по фор -лам (10) и (И), предварительно найдя угол а^: e. = + e.+- = -JLJ + o,oi49 + . 2д 2гв г г-2.100 т^ - 2-93,96 - = 0,03925 + 0,0149 - 0,0692 + 0.0785 = 0,04485. Из равенства 0g = tg 03 - 03 03 = 28° 2Г. I = -= 106,76 мм; созоз cos282r = j/(106,76 sift 28°21--Р'У + 93,962= 103,8 Полученная величина г' меньше радиуса окружности выступов; точка касания роликов с зубом лежит на ее эвольвенте, и кромочного контакта нет. Дополнительные схемы установки заготовки и их анализ. Рассмотренные схемы установки заготовок являются типичными.. Кроме них имеется много других, реже применяемых. В качестве технологических баз часто используют различное сочетание элементарных поверхностей заготовки. На рис. 34 показаны примеры установки специальных деталей. Жирными линиями обозначены обрабатываемые поверхности; цифрами - поверхности, используемые в качестве технологических баз; стрелками - места приложения силы зажима Q; - выдерживаемые при обработке  Рие. 84. Схема установжк на цилиндрические и плоские поверхнвсти размеры с допуском 6. Дополнительные условия установки и выполнения операций обработки даны в приводимом анализе. При анализе уточняют технологические и измерительные базы, их размеры и точность выполнения, схему закрепления, место приложения, направление, величину и нестабильность силы закрепления. Если технологическая и измерительная базы не совмещены; то на основе геометрических связей проводят расчет погрешностей базирования, предварительно установив размеры, точность и взаимное положение установочных элементов приспособления. После определения погрешности закрепления и погрешности, вызываемой неточностью приспособления, находят погрешность уетановки. При анализе схемы установки выявляются и другие варианты ее выполнения, целесообразные с точки зрения повышения точности обработки и упрощения конструкции приспособления. Рассмотрим схемы установки кри]шипа. Его установку при последовательной обработке противолежащих плоскостей щек а-а и Ь-Ь (рис. 34, а) производят по цилиндрической поверхности коренной шейки 1, торцовой плоскости 2 и цилиндрической поверхности мотылевой шейки <? (плоскость b-b обрабатывают после переустановки кривошипа в аналогичное приспособление). При обработке нужно выдержать параллельность плоскостей щек в пределах допуска б на размер А и симметричность их относительно средней плоскости детали. При наличии допуска 6i на диаметры коренной и мотылевой шеек их оси не занимают определенного положения по высоте. Пределы изменения положения по высоте осей шеек: коренной Ahx= 6x(2 sin мотылевой Д/г^ = 6i/2. Угол наклона осевой плоскости к горизонтальной изменяется в пределах Значение р находим из соотношения Угол между обработанными плоскостями щек изменяется от О до 2р, причем вершина угла может находиться на разных сторонах детали. Значение р возрастает при учете контактных деформаций- и износа опор приспособления. Пригодность этой схемы установки определяется выполнением условия 2р < у, где угол Y определяют из отношения sin 7 ЫЬ. При малых размерах кривошипа его'коренную шейку можно закреплять в самоцентрирующем устройстве, а мотылевую ш£йку поджимать боковой призмой в горизонтальной плоскости. В этом случае независимо от допуска на диаметр шеек р = 0. Установка тройника (рис. 34, б)-при подрезке торца и растачивании отверстия осуществляется по наружным цилиндрическим поверхностям и 5 в призмы. Согласно схеме погрешность базирования и погрешность закрепления для размера А равны нулю. Если растачиваемое отверстие должно быть соосно внешней поверхности заготовки, то эта схема не пригодна. Величина наибольшего отклонения от соосности 1 = 6/2 s\n~. Если допустимое смещение равно е, то услойие пригодности схемы выразится неравенством < е. Установку заготовки подшипника (рис. 34, в) при растачивании отверстия производят по нижней 6 и торцовой 7 плоскостям с центровкой по аружной цилиндрической поверхности 8 призматическим зажимающим элементом 9. Эта схема позволяет точно выдержать размер Л, но не обеспечивает равностенность детали в вертикальной плоскости, так как оси отверстия и внешнего контура могут не совпадать. Требование равностенности удовлетворяется базированием детали по внешней цилиндрической поверхности при растачивании с последующей обработкой плоскости 6 от отверстия для выдерживания размера А. Приведенные примеры показывают, что сочетание элементарных поверхностей (плоскостей, наружных и внутренних цилин'-дрических, сферических и других поверхностей), используемйх в качестве технологических баз, может быть различным. Количество этих сочетаний, т. е. число возможных частных установочных схем, весьма велико. В каждом случае необходим анализ соответствия принятой схемы установки заданным требованиям точности обработки. глава> ЗАКРЕПЛЕНИЕ ЗАГОТОВОК. ЗАЖИМНЫЕ УСТРОЙСТВА ПРИСПОСОБЛЕНИЙ § J. НАЗНАЧЕНИЕ ЗАЖИМНЫХ УСТРОЙСТВ Основное назначение зажимных устройств приспособлений - обеспечение надежного контакта заготовки с установочными элементами, предупреждение ее смещения и вибраций в процессе обработки (рис. 35, а). Введением дополнительных зажимных устройств увеличивают жесткость технологической системы, что повышает точность и производительность обработки. На рис. 35, б показана схема установки заготовки а на опоры 1-6; помимо основного зажима дополнительное устройство сообщает системе большую жесткость. Опора 7 выполняется самоустанавливающейся. Зажимные устройства используются также для обеспечения правильной установки и центрирования заготовки, выполняя функцию устан~овочно-зажимных устройств. К ним относятся самоцентрирующие патроны, цанговые зажимы и другие устройства, показанные на рис. 35, виг. Необходимость закрепления заготовки отпадает, если ее масса велика, а силы резания малы (например, при сверлении мелких отверстий в тяжелой станине), а также в том случае, когда силы, возникающие при обработке, прижимают заготовку к установочным элементам. Примеры обработки заготовок и сборки без закрепления показаны на рис. 36, а, б. При обработке на заготовку действуют силы резания, объемные силы, а также силй второстепенного и случайного характера, предопределяя возможное смещение заготовки. По величине, направлению и месту приложения силы резания являются переменными факторами. При неустановившемся режиме (врезании инструмента) сила резания возрастает от нуля до максимума и уменьшается от максимума до нуля (сход инструмента). При установившемся режиме Она также не постоянна и изменяется в определенных пределах. Амплитуда колебаний силы резания в этом случае достигает 0,1 ее номинальной величины. Точка приложения силы резания в процессе обработки непрерывно перемещается по обрабатываемой поверхности, поэтому сила резания имеет не статический, а динамический характер. При обработке прерывистых поверхностей динамичность резания еще более возрастает. С затуплением инструмента сила резания увеличивается на 10-30 % и более. На рис. 37, а показаны эпюры осевых сил Ро и крутящих моментов М„р при сверленли сквозного отверстия. При выходе Q a.) Ж 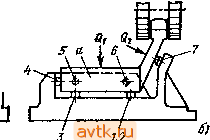 fig t, Рис. 35. Зажимные устройства  ад. и  Рис 36. Обработка (сборка) заготовок без закрепления 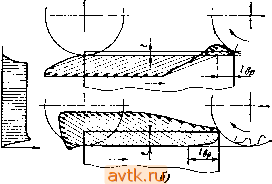 Рис. 37. Эпюры: а - осевых сил и моментов прн сверлении сквозного отверстия; б-равнодействующей силы при фрезеровавяи; - путь врезания сверла; t - глубина резаиия 99999�4 (рерла Мкр неекошко увеличивается. Сила закрепления должна определяться по этой стадии обработки. При сверлении отверстий глубиной более пяти диаметров увеличиваются Мкр и Рр, возрастает вероятность пакетирования стружки в канавках сверла и его поломки. Расчетные значения и в этом случае следует повышать Б 1,5-2 раза. На рис. 37, б показаны эпюры равнодействующей сил резания при фрезеровании. При малой глубине резания (менее 2,5 мм) заготовка прижимается этой силой вниз, при большей глубине - отжимается вверх. Объемные силы - сила тяжести заготовки, центробежные и инерционные силы - возникают при определенных условиях обработки. Сила тяжести заготовки действует и учитывается при ее установке на вертикальные или наклонно расположенные эле-межры; она создает различные условия закрепления, если обработка осуществляется в поворотных приспособлениях. В процессе обработки резанием масса заготовки непрерывно уменьшается и изменяется положение ее центра тяжести. Центробежные силы возникают в процессе обработки при смещении центра тяжести заготовки относительно ее оси вращения. Величина действующих на заготовку центробежных сил и моментов (при динамическом дисбалансе) сопоставима с силами резания при чистовой обработке. Инерционные силы (моменты) возникают и имеют значение; тогда, когда заготовка совершает возвратно-поступательное движение или вращается с большими угловыми ускорениями (например, при торможении шпинделя). При возвратно-поступательном движении сила инерции, действующая на заготовку, где а - ускорение; т - масса заготовки. При изменении угловой скорости момент, действующий на заготовку, где J - момент инерции заготовки; - угловое ускорение заготовки. При постоянном угловом ускорении Величины Р я М обычно малы по сравнению с силами и моментами резания. Лишь в случае чистовой обработки заготовок больигой массы и момента инерции их значения возрастают. К второстепенным относятся силы, возникающие при отводе режущего инструмента (сверла, метчика, развертки)-. 1. предельные моменты, получаемые при различных конструктивных формах головок и рукояток винтов L, мм М, Н-см L, мм j М, Н-см нет £, мм М, Н-см 20 24 30 36 70-150 90-180 100-220 120-250 30 35 45 50 70 120-250 250-500 400-650 500-750 700-850 40 50 60 80 400-65Q 500-700 600-800 800-950
 Смещение заготовки 1 (см. рис. 3, а) при выводе сверла из отверстия предупреждается пружинным зажимом в откидной крышке кондуктора 2. В результате этого обеспечивается заданная точность межосевого расстояния L. Необходимость закрепления базовой детали 1 (см. рис. 36, в), в которую запрессовывается втулка 2, определяется условием G > F, где G - сила тяжести детали 1; F - сила трения на поверхности штока 5, удерживающего втулку от падения при сборке. При чистовом точении наблюдается ослабление силы затяжки кулачков под действием центробежной силы, достигающее 10 %. При черновой обработке влиянием этого фактора можно пренебречь. Требования, предъявляемые к зажимным устройствам. Эти устройства должны быть надежными в работе, просты по конструкции и удобны в обслуживании; не должны деформировать закрепляемые заготовки и портить их поверхности; закрепление и открепление заготовок должно б ыть с минимальной затратой 1 ... 3 4 5 6 7 8 9 ... 28 |
|||||||||||||||||||||||||||||||||||||||||||||||
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон