

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Комбинированные зажимные устройства 1 2 3 4 5 6 ... 28 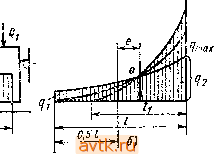 Рис. 11. Эпюры дав.1ений при различных смещениях точки прило жеиия силы закрепления точным стержнем 5 изменяют расстояние от маховичка до оси штыря. Для тяжелых заготовок применяют также подводимые вручную клиновые опоры. Примеры расположения жестких опор при установке заготовок показаны на рис. 2-4. Погрешности базирования для типичных схем установки на базовые плоскости приведены в табл. 2. В табл. 3 даны зависимости между нормальной силой и осадкой заготовки на различных опорах; они могут быть использованы для расчета погрешностей закрепления. При внецентренном приложении силы закрепления происходит неравномерная осадка заготовки и базовая плоскость располагается под некоторым углом а к ее исходному положению. Этот угол легко определить при установке заготовки на точечные опоры. Зная смещение е точки приложения силы Q от центра тяжести О опорного треугольника (рис. 10), можно вычислить опорные реакции /?х и /?а и соответствующие им величины осадки заготовки, используя зависимости, приведенные в табл. З.Угол а найдем из выражения При установке жесткой заготовки на опорные пластины вне-центровое приложение силы вызывает неравномерную осадку заготовки по длине пластин. Осадку найдем, рассматривая заготовку как твердое тело на упругом-основании: У = Cq\ где q - давление. Смещение е точки приложения силы от середины пластины видоизменяет эпюру давлений: центральному приложению силы (е = 0) соответствует прямоугольная эпюра (рис. 11, а), при смещении точки приложения силы давление распределяется по закону параболы. С увеличением -е возрастает разность значений q 42�6321112 2. Погрешности базирования при устаиовке на плоскости Схема установки  Пвгргешность базирования  8бВ= о ебс= О 8бН= О  В Угол а вбв = А tg <в 8ба = Ш 3. Эмпирически* зависимости перемещеннн у (мки) от силы Q (Н)
> Верхние трокв -i для стальных ааготовок, нижние - для чугунных. Примечание R - радиуо сф ррческоа поверхности ряорь{, мм, О - диаметр рифленой опоры, мм; F - площадь опоры. См, параметр шероховатости поверхности заготовки, мкм; <? - давление на поверхность опоры 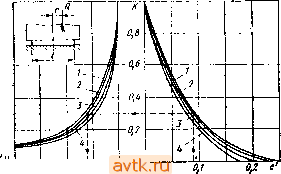 500 ш т 200 too о Рис. 12. график для определения давления При эксцентричном приложении силы закрепления: / = 0,5; г - п = 0,6; 3 - п = 0,7; 4-/1=1 на концах пластины. На рис. 11, б показаны эпюры распределения q при различных е. Расстояние е от центра тяжести эпюры (т. е. точки приложения силы Q) до середины пластины зависит от показателя п. С увеличением е точка, где q = О, смещается вправо (размер /j): 0,5 0.25/ 0,6 0.23/ 0,7 0,2/ О,] 7/; здесь / - длина пластины. Угол наклона базовой плоскости заготовки к ее первоначальному положению до приложения силы tga = 1000/ где Чх - наибольшее и наименьшее значения давления по длине пластины /, выраженной в мм (см. рис. И-, б). Расчет <72 и qx по заданным значениям Q, е и / сложен. На )ис. 12 показаны зависимости для приближенного решения. 1о оси абсцисс вправо от начала координат отложены значения е' смещения точки приложения силы в долях длины Бластины (е' = ell), по оси ординат - величины К = q-Jq%, а по оси абсцисс влево от начала координат - значения силы Q, вычисленные при длине пластины 100 мм и силе давлений на 1 см ее длины q\ = = 10 Н/см. От заданного значения е' проводят вертикальную линию до пересечения с кривой, соответствующей данному показателю п. На вертикальной оси находим значение К. Продолжаем горизонтальную линию до пересечения с кривой, имеющей тот же индекс на левых ветвях, и на оси абсцисс находим величину Q. 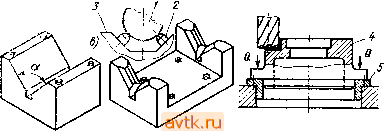 ?1 = а) б) г) Рис. 13. Типы призм и схема установки заготовки во втулку Для пластины шириной Ь Q 100 Q lb Вертикальное перемеш,ение точки приложения силы = С [t/?(0,5+ 0 + 9? {0,5-01- С увеличением е' растут значения а и у. При больших значениях е' противоположный конец заготовки может подняться, образуя зазор в виде клиновой щели между базовой плоскостью заготовки и установочной поверхностью пластины. В частности, при е' = 3/8 и п = 0,5 зазор и величина стыковой деформации равны и симметричны относительно средней плоскости заготовки. Для устранения зазора величина е' не должна превышать 14. Возникновение зазора снижает жесткость установки и ухудшает условия закрепления заготовки, если сила закрепления поворачивает ее на базовой плоскости. Если по условиям обработки для закрепления заготовки недостаточно силы Q, приложенной по центру, то закрепление производят с одновременным приложением двух сил Qi (см. рис. 11, а), равнодействующая которых должна совпадать с силой Q. Установка заготовок на внешнюю цилиндрическую поверхность и перпендикулярную к ее оси плоскость производится в опорные призмы и самоцентрирующие патроны с упором в торец или уступ ступени. Для заготовок диаметром 5-150 мм с обработанной поверхностью применяют широкие опорные призмы (ГОСТ 12195-66-ГОСТ 12197-66) (рис. 13, а), для заготовок с необработанной поверхностью узкие призмы (рис. 13, б); при этом в результате локализации контакта уменьшается влияние макрогеометрических погрешностей баз заготовок на их устойчивость в призме. Другой способ локализации контакта показан на рис. 13 е. Заготовку 1 устанавливают на четыре опоры 2, запрессованные в боковые поверхности призмы 3. В таких призмах заготовки занимают вполне устойчивое положение даже при на 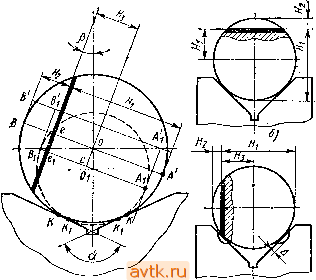 Рис. 14. Схемы определения погрешности бачйроадния личии искривленности, бочкообразности и других погрешностей формы. Если базовые шейки заготовки выполнены по 7-9-му квалитетам точности, применяют установку во втулку. Пример установки корпусной детали 4 во втулку 5 с базированием по цилиндрическому пояску и торцу фланца показан на рис. 13, г. В приспособлениях находят применение, главным образом, призмы с углом а = 90°. Прн обработке консольных частей заготовки используют подводимые и самоустанавливающиеся опоры в виде плоских или призматических элементов. Призмы и втулки изготовляют из стали 20Х, применяя цементацию на глубину 0,8- 1,2 мм и закалку рабочих поверхностей {HRC 55-60). Призмы больших размеров выполняют из серого чугуна с привернутыми стальными калеными щеками. Недостаток такой конструкции - пониженная жесткость из-за наличия дополнительных стыков. Призмы крепят к корпусу приспособления винтами и фиксируют контрольными штифтами. Нижнюю и боковые (рабочие) поверхности призм шлифуют до Ra = 0,63-0,32 мкм. Предельно допустимую нагрузку (Н) на призму из условий контактной прочности можно определить по формуле (заготовки из стали или чугуна, а = 90°) Q = 7Ш, где Ь - длина линии контакта заготовки с призмой, мм; D - диаметр заготовки, мм. Погрешности базирования при установке в призму являются функцией допуска на диаметр цилиндрической поверхности заготовки и зависят от погрешностей ее формы. Общий случай погрешности базирования можно представить из схемы установки, приведенной на рис. 14, а. Сплошной окружностью показана заготовка, выполненная по наибольшему предельному размеру, штриховой - по наименьшему размеру. При выдерживании размера Hi установочными базами служат образующие К (Ki), а измерительной базой - образующая А (Ai). Проектируя предельные положения этой базы на направление выполняемого размера, получим точки А' я Al. Расстояние между ними есть погрешность базирования, отнесенная к размеру Я^. А'А[ = --СОг, где 6 - допуск на диаметр заготовки; cOi = oSismp = i stnp. 2 sin Для диапазонов изменения р от О до а/2 и от а/2 до 90° соответ-сТвенно 6 / J sin i sin- %Hi - / sin P . a sm-=- При Ii = 90° (рис. 14, 6) Чнг--2~ / 1 При p = a/2 погрешность базирования вбн, = О, a при р = О (рис. 14, в) евн. = 6/2. Аналогично получим погрешность базиройания для размеров Яг и Яз (см. рис. 14, а): Чнг = Ве - BiCi = COt + --. Заменив СО выведенным ранее выражением, получим / sinр I j\ sin. Для размера Яа погрешность базирования б sin р Чн, = -2--S * 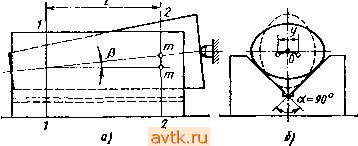 Рис. 15. Схемы для расчета погрешности базирования прп погрешностях формы базовой повфхности заготовки (конусность н эллиптичность) При р = 90° (см. рис. И, б) Чт--2 sin При р = о/2 8бн, = б и при р при р = 90° (см. рис. 14, 6) вбн. = О (см. рнс. 14, в) 8бн, = 6/2. 6 1 -. При Р =а/2 ббн, = sin- = 6/2, а при р = О (см. рио. 14, в) г^н, = 0. В табл. 4 приведены типовые схемы установки цилиндрических заготовок в призму и соответствующие погрешности выполняемых размеров в функции допуска на диаметр базовой поверхности. при износе призм на их боковых поверхностях образуются луики (см. рис. 14, в), которые вызывают смещение оси заготовок вниз на величину AJisin-, где Л - глубина лунок. Рассмотрим влияние погрешностей формы базовой поверхности заготовки на погрешность ее положения в призме. При погрешности формы в виде конусности ось заготовки располагается наклонно (рис. 15, а). Обозначим угол призмы а и конусность заготовки /. Искомый угол наклона ее оси Р найдем приближенно (при I <0,01 погрешность менее Г), для чего выделим два поперечных сечения призмы /-/ и 2-2 на расстоянии L друг от друга. В сечении /-/ диаметр заготовки Di (эллиптичностью ее сечения пренебрегаем); в сечении 2-2 диаметр заготовки = = Di -\- ih. Следовательно, Da - Di = iL. Расстояние между положениями оси заготовки в сечениях 2-2 и 1-1 (отрезок mm) найдем по формуле Di - Di IL тт==--г- =-:-. (1) 2sin- 2sin Й 4. Погрешности базирования при установке в призму Схема Заданный размер Погрешность базирования Схема Заданный размер Погрешность базирования  x(c-3i-V P = б /, sm 8 \ а 2 \sma/2 / б sing 2 sma/2 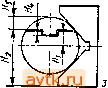 б 2 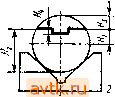 6 1 2 sma/2 (sin а/2 ~ О ( sina/s)  Н Плоскость а обработана Но схеме 2 б I 2 sma/2 То же, по схеме 3 ±{-1 Л 2 Vsma/2 / То же, цо схеме 4 Примечавие. в - допуск ва диаметр аялввдрвчеекой поверхности. Ступенчатую поверхность пш ехемам 2 в 3 обрабатывают набором фрез 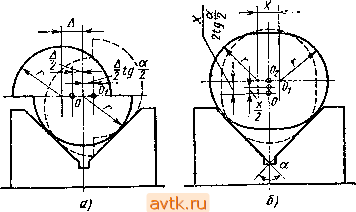 Рис. le. Влиинне погрешности формы штампованных заготовок на их положение в призме Угол р найдем из равенства tg р = mmIL, Подставляя значение mm из формулы (1), получим tgp-V- 2sin-g- При а = 90° tg р = 0,7i. Если поперечное сечение заготовки имеет погрешность формы в виде эллиптичностир то ее ось занимает разное положение по высоте и в горизонтальном направлении для различных угдовых положений заготовки. На рис. 15, б жирной линией показана траектория движения оси заготовки, если последнюю вращать в призме с углом а = 90°. Для двух показанных положений ось заготовки лежит в точке О. Премещение оси в горизонтальном направлении г/ = у 2 (а - Ь), где а и b - большая и малая полуоси эллипса. Смещение по вертикали в несколько раз меньше величины у. У заготовок, полученных штамповкой на молотах, могут быть погрешности формы, вызванные сдвигом штампов на величину А (рис. 16, а). Если плоскость разъема штампов у заготовки в призме расположена горизонтально, то ее ось О имеет боковое смещение на величину А/2 (заготовка показана сплошной линией). При вертикальном положении этой плоскости ось заготовки Oi, сохраняя прежнее положение по высоте, смещается в сторону от плоскости симметрии призмы (заготовка показана штриховой линией) на величину--tg--. Приняв допустимую величину смещения штампов 0,4б,Ггде б - допуск на диаметр заготовки, получим при а = 90° вертикальное и боковое смещение оси заготовки 0,26. 5. Смещение оси заготовки я самоцентрярующих патронах я зависимости от погрешности формы базояоб -пояерхностн Погрешность формы Схема установки Смещение оси Трехкулачко-вый с широкими кулачками Отклонение от круглостн из-за-недо-штамповки 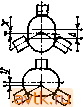 x= 0,17А; 1/= 0,29А, где А - недоштампов-ка Трехкулачко-вцй с узкими кулачками Эллиптичность 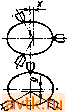 b (а2 - й2) За2 + где а, Ь - большая и малая полуоси эллип- Трехкулачко-вый е широкими кулачками Отклонение от круглости из-за сдвига штампов  Наибольшее, смеш,е-иие для различных углов поворота заготовки x = Ai/2, где Aj - сдвиг штампов С двумя само-1датрирующи-мя призмами Отклонение от круглостн из-за недо-штанповки  Наибольшее смещение OOi = 0,7Д, где А - недоштамповиа НедоШтамповка заготовки, вызывающая увеличение ее раз-шра, перпендикулярного к плоскости разъема штампов, смещает заготовку по оси симметрии призмы (рис. 16, б). Для положения заготовки, показанного штриховой линией, смещение ее оси 0 ршвио шяовгне величины недоштамповки х, а для положения, по каэанногосилшжой линией xj[2ig~ [осъЗотносится к круглей заготовке с . 0). При а = 90° точки 0 и совпадают. При закреплении цилиндрической заготовки в самоцентрирующих патронах возможно смещение ее оси из-за наличия погрешностей формы базовой поверхности. В табл. 5 приведены значения 1 2 3 4 5 6 ... 28 |
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон