

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Комбинированные зажимные устройства 1 ... 22 23 24 25 26 27 28 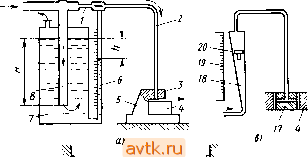 W 9 12 Ш и 16 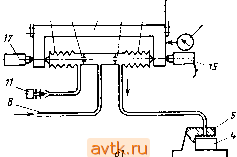 Рис. 155. Пневматические микрометры На рис. 155, б показана схема пневматического микрометра высокого давления дифференциального типа с сильфонами. Питание этого прибора производится через механические стабилизаторы для создания постоянного давления сжатого воздуха. По трубке 8 воздух поступает в сильфоны 13 и 10 через сопла 14 и 9. Из сильфона 13 он подается к измерительному устройству 5, а из сильфона 10 - к регулируемому клапану . Давление в сильфоне 13 меняется в зависимости от размера заготовки 4, давление в сильфоне 10 устанавливается постоянным. Деформация сильфонов вызывает перемещение подвешенной на плоских пружинах планки 12, которая связана с измерительным прибором 16 (или с электроконтактными датчиками 15). Приборы описанного типа точны, малоинерционны, просты в эксплуатации и наладке. Схема прибора с ротаметром изображена на рис. 155, в. Очищенный сжатый воздух под давлением 30-50 МПа поступает к вертикальной расширяющейся прозрачной трубке 18, в которой находится легкий поплавок 20. Возле трубки расположена шкала 19. Чем больше зазор между измеряемой деталью 4 и пробкой 17 измерительного устройства, тем больше скорость воздуха и высота подъема поплавка в трубке 18. Каждому размеру детали соответствует своя высота положения поплавка в трубке. 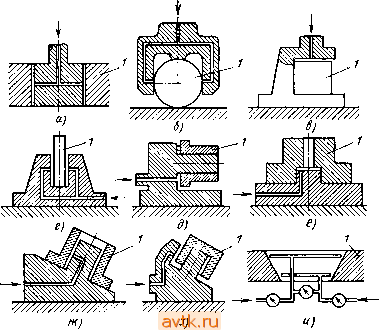 Рис. 156. Применение пневмоизмерительных устройств для контроля: а - диаметра отверстий; б - диаметра стержней; в - высоты детали; г - толщины детали; д - перпендикулярности торца; е - глубины выточки; м - перпендикулярности торца отверстий; з - эксцентричности; и - конусности; / - контролируемая деталь Приборы ЭТОГО типа точны и производительны. Возможности применения пневматических микрометров в контрольных приспособлениях весьма многообразны. Их можно использовать для проверки размеров, правильности формы и взаимного положения поверхностей детали в одно- и многомерных приспособлениях, а также в приспособлениях автоматического типа. На рис. 156 показаны схемы, иллюстрирующие использование пневмоизме-рительных устройств в контрольных приспособлениях. В качестве отсчетных измерительных средств применяют также индуктивные, емкостные, пьезоэлектрические и другие устройства. Они основаны на трансформации перемещения измерительного щупа в электрические величины. Для выбора отсчетных измерительных средств в зависимости от допусков и серийности производства необходимо учитывать их метрологические и экономические показатели. К метрологическим показателям относятся цена деления шкалы, предел измерения, чувствительность (т. е. отношение изменения сигнала на выходе к вызывающему его изменению измеряемой величины), погреш- ность показаний (отклонение результата измерения от истинного значения измеряемой величины), порог чувствительности (наименьшее значение измеряемой величины, которое может вызвать изменение положения указателя прибора), период успокоения стрелки, что существенно влияет на производительность контроля, а также давление при измерении. Рабочий наконечник измерительного устройства может быть сферическим (для проверки плоскости или отверстия), плоским (для проверки сферы) и ножеобразным или сферическим (для контроля наружных цилиндров). К экономическим показателям относятся: затраты на измерительное устройство; продолжительность его работы до ремонта; время, затрачиваемое на измерение; квалификация контролера; время и затраты на установку измерительного устройства; увеличение затрат вследствие уменьшения допусков, вызываемого погрешностью измерительного устройства. Влияние каждого показателя меняется в каждом конкретном случае. Наибольшее влияние на себестоимость контроля обычно оказывает последний показатель. Применение малоточных средств измерения вызывает необходимость уменьшения допуска на изготовление. Установлено, что затраты на повышение точности измерения малы по сравнению с возможным уменьшением допуска. При выборе измерительных устройств необходимо в каждом конкретном случае найти наиболее выгодное решение для получения изделий с наименьшей себестоимостью. В качестве устройств, работающих по принципу нормальных калибров, в контрольных приспособлениях используют контурные, плоские или объемные шаблоны. Оценка соответствия проверяемых деталей производится с помощью щупов или на просвет. Часто в приспособлениях этого типа проверяют координацию контура базовым отверстием. Это осуществляют с помощью контрольных скалок (пробок). Деталь бракуют, если не удается установить ее в приспособлении и ввести пробки, а также если ее установка производится с большим зазором. Вспомогательные устройства контрольных приспособлений имеют различное целевое назначение. В приспособлениях для проверки радиального или осевого биения применяют поворотные устройства, в приспособлениях для проверки прямолинейности или параллельности используют ползуны для перемещения измерительных элементов. Для контроля правильности формы шеек цилиндрических деталей или соосности ступеней применяют приводные механизмы для их вращения. Для установки и снятия деталей используют подъемные устройства и выталкиватели. Многие из этих устройств выполняют аналогично соответствующим устройствам станочных приспособлений. Специфичными являются передаточные устройства между контролирующим элементом и отсчетным измерителем (индикатором, электроконтактным датчиком). Пример простейшей конструкции 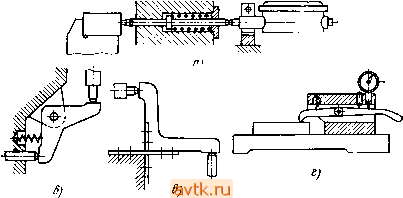 Рис. 157. Вспомогательные устройства ЭТОГО устройства показан на рис. 157, а. Измеритель может быть вынесен в удобное место, что предохраняет его от случайных повреждений в процессе работы, так как благодаря ограничивающим упорам ход штифта меньше предела измерения индикатора. Для изменения направления линейного перемещения и передаточного отношения служат рычажные передачи (рис. 157, б). Их монтируют на цилиндрических, конических и шаровых цапфах. Преимуществом двух последних конструкций является возможность регулировки зазоров, возникающих в процессе изнашивания. Применяется также подвеска рычагов на плоских стальных пружинах толщиной 0,2-0,3 мм (рис. 157, в). Эта система не требует регулировки, так как в процессе ее работы изнашивание не происходит. Если измерительное устройство мешает установке и снятию контролируемых изделий, то его снабжают рычажком для отвода (рис. 157, г) или выполняют в виде повторного (отводимого) узла. Корпус контрольного приспособления является его базовой деталью. Корпусы стационарных приспособлений выполняют в виде массивной и жесткой плиты или корпусной детали, на которой располагают основные и вспомогательные детали и устройства. Корпусы изготовляют из серого чугуна СЧ 12 или СЧ 15. Корпусы приспособлений для точных измерений необходимо подвергать старению или отливать из чугуна, стойкого к короблению (СЧ 25 или СЧ 30). § 3. ПРИМЕРЫ КОНТРОЛЬНЫХ ПРИСПОСОБЛЕНИЙ Простейшая схема приспособления - схема с жесткими предельными элементами для проверки высоты уступов (размеры Hi и Яа) ступенчатой детали, которую в процессе контроля пере- 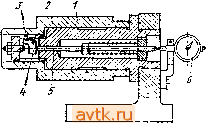 Рис. 158. Приспособление с жесткими предельными элементами Рис. 159. Индикаторное приспособле-> НИ8 для проверки соосности двух о -) верстий двигают по плите вручную (рис. 158), Контроль производят от нижней базовой плоскости. Схема приспособления с выдвижными предельными элементами показана на рис. 153(; на этом приспособлении проверяют размеры Hi, Н^ и Яд. Схема индикаторного приспособления для проверки соосности двух отверстий дана на рис. 159. Контролируемую деталь / надевают на консольный пустотелый палец 2 п в процессе проверки поворачивают рукой на один оборот. При эксцентриситете малого отверстия измерительный наконечник 3 передает движение через рычаг 4 и штифт 5 на индуктор 6. На его шкале отмечается удвоенная величина эксцентриситета. На рис. 160 показана схема многомерного контрольного приспособления для проверки поршня. Индикаторами 1, 2 и 3 проверяют соответственно расстояние от оси отверстия под палец поршня, перпендикулярность оси отверстия к оси поршня и расположение оси отверстия в одной плоскости с осью поршня. При контроле двух последних параметров необ-ход11.ма перестановка детали. Разница показаний индикаторов 2 и 3 равна удвоенной величине изме- p c. ,бо. Многомерное контрольное приспо-ряемой погрешности. соблеиие для проверки поршня 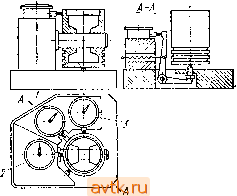 ГЖВа, ПРИСПОСОБЛЕНИЯ для АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА § 1. АВТОМАТИЗАЦИЯ ПРИСПОСОБЛЕНИЙ ДЛЯ УНИВЕРСАЛЬНОГО И СПЕЦИАЛЬНОГО ОБОРУДОВАНИЯ Анализ различных операций механической обработки и сборки показывает, что доля вспомогательного времени в штучном времени часто превышает 40 %. Уменьшение основного времени приводит к дальнейшему увеличению доли вспомогательного времени. Это вызывает стремление автоматизировать работу приспособлений, обеспечивая повышение производительности, облегчение труда и высвобождение обслуживающих рабочих. При частичной автоматизации выполняют один или несколько приемов работы: установку и снятие заготовок в приспособления посредством загрузочных устройств различного типа (это особенно эффективно при обработке небольших заготовок, установка которых неудобна вручную из-за стесненности рабочей зоны); закрепление и открепление заготовок в приспособлениях стационарного типа или в приспособлениях для непрерывной обработки (см. рис. 85, 94, 95); съем и выталкивание заготовок из рабочей зоны после выполнения операции (см. рис. П7); вращение, фиксацию и закрепление поворотных частей многопозпционных приспособлений (см. рис. 112, 124); измерение заготовок в процессе обработки (при шлифовании, хонинговании и других операциях). В наиболее совершенном виде измерительное устройство управляет механизмами подачи и остановки станка, выполняя функции активного контроля. При полной автоматизации приспособления и цикла обработки эта технологическая операция может выполняться без участия рабочего. Он должен лишь своевременно загружать заготовками бункер (магазин) и следить за работой станка и приспособления. Применение автоматизированных приспособлений позволяет автоматизировать технологические процессы, используя дешевые универсальные станки и превращая их в полуавтоматы и автоматы. В этом случае, однако, нужно иметь дополнительно управляющие и транспортирующие устройства. При конструировании автоматизированных станочных приспособлений особое внимание должно быть обращено на удаление стружки. Мелкую стружку удаляют из труднодоступных мест струей сжатого воздуха, отсасывая ее или смывая охлаждающей жидкостью, в других случаях стружку удаляют механически скребками или щетками. При обработке вязких материалов для измельчения стружки применяют инструмент, снабженный струж-коломами. В автоматизированных приспособлениях должна исключаться возможность неправильной установки заготовки. Для этого применяют блокировочные и предохранительные устройства, а также контрольные габариты (в автоматических линиях). При неправильном положении (или отсутствии) заготовки станок останавливается и обработка прекращается. Привод автоматизированных приспособлений выполняют ме ханическим, пневматическим, гидравлическим, пневмогидравли-ческим, электрическим и комбинированным. Пневмоприводы не применяют для больших сил, так как при обычном давлении сжатого воздуха 40-60 МПа их габаритные размеры получаются очень большими; они имеют малый КПД, создают шум в работе от выпускаемого отработавшего воздуха и не обеспечивают плавного перемещения рабочих органов. Их преимущества: сравнительная простота и невысокая стоимость иэтотовлер[ия, быстродействие, надемшость в работе, отсутствие обратной линии, нечувствительность к изменению температуры окружающей среды. Отработавший воздух может быть использован для очистки рабочей зоны станка от стружки, а также для удаления заготовок и собранных узлов небольших размеров. Гидроприводы малогабаритны, так как работают при высоком давлении масла (400-600 МПа и выше). Они бесшумны, обеспечивают плавность движений, имеют высокий КПД (до 80-90 %) и малые запаздывания в срабатывании (0,01-0,02 с). Их недостатки - необходимость в индивидуальной или групповой насосной станции с достаточно емким резервуаром, высокая стоимость, необходимость в обратном трубопроводе, чувствительность к изменению вязкости масла при его нагреве. Пневмо- и гидроприводы выдерживают перегрузки; их легко встраивать в системы автоматического управления. Пиевмогидравлические приводы имеют малые габариты исполнительного механизма и работают от сети сжатого воздуха. Они обеспечивают быстрое выполнение холостых и вспомогательных движений и автоматическое переключение на рабочие ходы с требуемым замедлением скорости движения рабочего органа. Электроприводы характерны наибольшей скоростью срабатывания, малым расходом энергии, большими, чем у гидроприводов, габаритны.ми размерами и массой, чувствительностью к перегрузкам и нагреву и меньшей надежностью в работе. Их КПД выше, чем у пневмо- и гидроприводов. Управление приводами осуществляется кулачками, упорами, сервозолотниками и конечными выключателями. Воздействие на эти элементы обычно производится перемещающимися органами станка (столами фрезерных станков, шпинделями расточного или 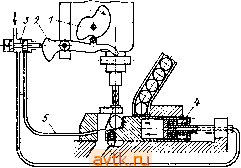 сверлильного станка). Для этой цели применяют также командоаппараты. Ниже рассмотрены примеры автоматизированных приспособлений. На рис. 161 приведена схема пневматического приспособления для сверления отверстий в цилиндрических заготовках с подачей их из магазина. Механизм подачи вертикально-сверлильного станка изменен для получения непрерывного возвратно-поступательного движения шпинделя. На вал реечного колеса (на рисунке не показано) насажен кулачок подачи i. Кулачок 2 управляет золотником 3, регулирующим поступление воздуха в пневмо-цилиндр 4 зажимного устройства. Отработавший воздух, выходя через вал 5, очищает приспособление от стружки. Обратный ход шпинделя осуществляется пружиной или грузом. На рис. 162, а показано автоматизированное приспособление к двустороннему станку для снятия фасок в отверстиях втулок. Приспособление имеет два гидроцилиндра. Цилиндр / используется для закрепления заготовок, цилиндр 2 - для подачи заготовок с лотка 3 на рабочую позицию 4 и выталкивания из нее Рис. 16). Авгоматизированный кондуктор для сверления отверстий в пальцах 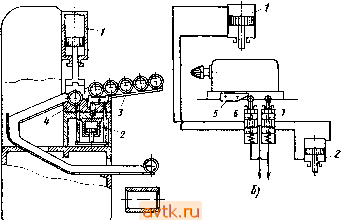 Рис. 162. Автоматизированное приспособление к двухшпин-дсльному станку для снятия фасок во втулках 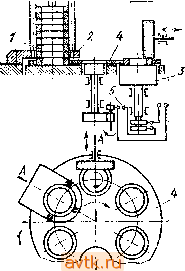 Рис. 163. Автоматизированное приспособление к плоскошлифозаль-ному станку обработанных деталей. Управле- J .4* А А-А ние цилиндрами (рис. 162, б) / и 2 осуществляется золотниками 6 и 7, на которые действует кулачок 5, закрепленный на одной из шпиндельных бабок. На рис. 163 представлена схема автоматизированного приспособления к плоскошлифовальному станку для обработки торцов колец, заготовки 1 которых из магазина 2 подаются на электромагнитный стол 3 посредством сепаратора 4, периодически повертывающегося на угол 60°. Этот же сепаратор сбрасывает прошлифованное кольцо с патрона. Подача постоянного тока в обмотки стола и выключение его в нужный момент осуществляются прерывателем 5. На рис. 164 дана схема кондуктора к многошпиндельному сверлильному станку с магазином для плоских заготовок. При опускании шпинделей автоматический золотник впускает сжатый воздух в левую полость цилиндра / и ползун 2, перемещаясь вправо, прижимает нижнюю заготовку 3 к упору 4. При подъеме шпинделей воздух подается в правую полость цилиндра. В процессе перемещения ползуна влево собачка 5 сталкивает обработанную деталь в желоб 6. В рассмотренных схемах автоматизации станочных приспособлений необходимы наклонные лотки или магазины, куда обслуживающий рабочий периодически загружает обрабатываемые заготовки в ориентированном положении, что связано с дополнительной затратой времени. Полная автоматизация приспособлений обеспечивается с помощью бункерных загрузочных устройств. Загрузка бункера заготовками осуществляется навалом через большие интервалы времени. Это упрощает функции рабочего, который должен лишь следить за работой загрузочного устройства и станка. 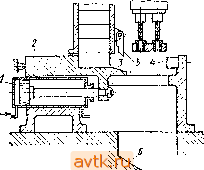 Рис. 164. Кондуктор для многошпиндельного станка с магазином 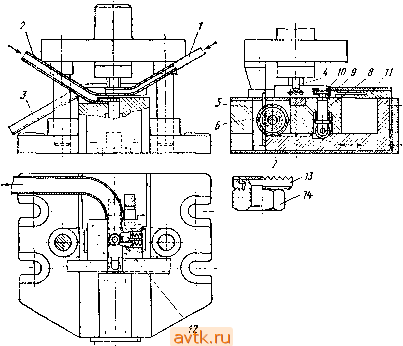 Рис. 165. Автоматизированное сборочное приспособление с 6ун керамн для деталей Автоматизированное приспособление для сборки шайб 13 с гайками 14 (рнс. 165) устанавливается на стол эксцентрикового пресса. Из двух бункеров собираемые детали по лоткам 1 н 2 поступают в сборочную позицию. Здесь гайки своими выступами вставляются в отверстия шайб н передаются на рабочую позицию, где производится отбортовка. Собранные узлы выталкиваются по лотку 3 в тару. На верхней части приспособления, связанной с ползуном пресса, закреплены пуансон 4 для отбортовки и вертикальная рейка 5, входящая в зацепление с малым зубчатым венцом блочного зубчатого колеса 6. Большой венец этого колеса сцепляется с горизонтальной рейкой ползуна 7. На ползуне предусмотрена выемка с наклонным участком для подъема подпружиненного толкателя 8, посредством которого осуществляется вставка гаек 9 в отверстие шайб 10 на сборочной позиции. К ползуну прикреплена вилка 11 для передачи собираемых узлов на рабочую позицию. Их точная фиксация производится четырьмя пружинными штифтами 12 с закругленными головками. Приспособление показано в момент окончания операции отбортовки. При ходе ползуна пресса вверх ползун 7 перемещается влево. В начале этого перемещения толкатель 8 вставляет гайку в шайбу, а затем вилка 11 передает узел на рабочую позицию. При этом ранее отбортованный узел сталкивается в лоток 3. Бункеры крепится на кронштейнах пресса и имеют привод от индивидуальных электродвигателей. 254 1 ... 22 23 24 25 26 27 28 |
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон