

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Комбинированные зажимные устройства 1 ... 20 21 22 23 24 25 26 ... 28 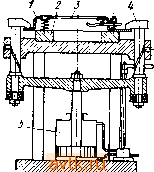  Рис. 142. Приспособление для сборки муфты сцепления Рис. 143. Приспособление для запрессовки дисков на вал ходящиеся между нажимным диском 2 и кожухом 3. Это достигается осадкой кожуха четырьмя Г-образными прихватами 4, связанными с пневматической системой 5. Затем завертывают гайки. После поднятия прихватов собранную муфту вынимают из приспособления. На рис. 143 показано приспособление для устранения перекоса при запрессовке тонкого диска 2 на вал 3. Направление диска осуществляется гильзой 5. Приспособление устанавливают на стол 4 пресса, а запрессовка производится ползуном / до упора. § 2. ЭЛЕМЕНТЫ СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ Специальные сборочные приспособления состоят из корпуса и смонтированных на его основе установочных элементов и за-лсимных устройств. Назначение установочных элементов то же, что и в станочных и контрольных приспособлениях, т. е. обеспечивать требуемое положение деталей и частей изделия без выверки. В качестве установочных элементов применяют рассмотренные ранее стандартные или специальные детали в зависимости от вида используемых установочных баз. Так как в качестве последних служат окончательно обработанные поверхности деталей собираемого изделия, то установочные элементы приспособления должны иметь достаточные опорные поверхности (постоянные опоры с плоской головкой по ГОСТ 13440-68, опорные пластины по ГОСТ 4743-68, широкие призмы, пальцы и другие элементы). В приспособлениях для крепления базовых деталей установочные элементы часто облицовывают твердой резиной или пластмассами, чтобы предупредить порчу поверхностей этих деталей. Зажимными устройствами фиксируют полученное при установке положение собираемых деталей и обеспечивают их устой- чивость в процессе выполнения сборочной операции. Зажимные устройства предупреждают смещение собираемого изделия под влиянием сил, возникающих при выполнении соединений. Вместе с тем они не должны деформировать детали изделия или портить их поверхности. Это обеспечивается использованием мягких вставок в зажимные элементы. В сборочных приспособлениях применяют те же зажимные механизмы, что и в станочных приспособлениях. Если рабочая зона приспособления ограничена необходимостью подачи сопрягаемых деталей по сложным траекториям, зажимное устройство должно быть по возможности малогабаритным и расположено так, чтобы не затруднять сборку. Этому требованию удовлетворяют низко расположенные прихваты и Г-образные прижимы. Для сокращения вспомогательного времени привод зажимных устройств осуществляют от силовых узлов - пневмо- или гидроцилиндров. При использовании гидроцилиндров получается более компактная конструкция сборочного приспособления. Непосредственное закрепление базовых деталей собираемого узла на магнитной (электромагнитной) плите недопустимо из-за возможности его намагничивания. Для небольших сил закрепления весьма удобны и быстродейственны вакуумные зажимные устройства, а для больших сил - пружинные. Последние часто< применяют в приспособлениях для пайки и склеивания деталей. Они не препятствуют тепловому расширению деталей при нагреве и их сжатию при охлаждении. В качестве материала пружин используют сплавы на основе Со-Ni-Сг-W-Мо, выдерживающие высокую температуру нагрева (до 400 °С) без заметного снижения механических свойств. Пружинные зажимы применяют на стационарных приспособлениях и на приспособлениях-спутниках. На рис. 144, а показано гранспортируемое приспособление с прижимом приклеиваемых фрикционных накладок / к тормозным колодкам 3 посредством пружины 4 и охватывающей гибкой металлической или тканевой ленты 2. Надевание и сЬем этой ленты производится с помощью стационарного устройства (рис. 144, б). При подаче сжатого воздуха в цилиндр 9 происходит сжатие пружины вилкой 7 на штоке 8. Левая вилка 6 упирается при этом в неподвижные штыри 5. Для определения сил закрепления необходимо знать условия выполнения сборочных процессов. Так, при склеивании (клеем БФ-2 и др.) необходимо прижатие соединяемых деталей давлением 15-20 МПа. При пайке силу прижатия устанавливают из условия прочной фиксации собираемых деталей. При выполнении резьбовых соединений базовая деталь изделия воспринимает реактивный момент от затяжки этих соединений, поэтому их необходимо прочно удерживать от провертывания. Если используется многошпиндельное винтозавертывающее устройство, реактивный момент воспринимается базовой деталью и корпусом устройства. 1 S 4  Рис. 144. Приспособление для приклеивания иакладок на тормозные колодки Зная внешнюю силу или момент, схему установки и закрепления собираемого изделия, а также реакции опор, можно найти необходимую силу закрепления. Методика расчета сил закрепления такая же, как и в станочных приспособлениях. Расчет сил закрепления сводится к задаче статики на равновесие изделия под действием приложенных к нему внешних сил. Найденная сила закрепления должна быть меньше или равна предварительно определенной из условий допустимой деформации базовой детали изделия. В связи с этим выбор мест приложения сил закрепления имеет большее значение. Силы закрепления необходимо передавать через закрепляемые детали на жесткие опоры приспособления, избегая деформаций изгиба и скручивания. Расчет сил следует вести, учитывая наибольшие значения сдвигающих сил и моментов. При расчете силы закрепления следует учитывать коэффициент запаса k. В отличие от методики его определения для условий механической обработки в данном случае нужно принимать во внимание только три последних первичных коэффициента (см. гл. П), учитывающих условия закрепления изделия, и коэффициент 0 = 1.5- При установке базовой детали на достаточно большие участки ее чисто обработанной поверхности коэффициент трения берут 0,16. а для других случаев - согласно рекомендациям, приведенным в гл. П. К вспомогательным устройствам сборочных приспособлений относятся поворотные и делительные механизмы, фиксаторы, выталкиватели и другие элементы. Их функциональное назначение и конструктивное оформление такие же, как и у станочных приспособлений. При конструировании поворотных приспособлений с горизонтальной осью вращения центр тяжести изделия по мере присоединения к нему деталей может изменять свое положение. Положение оси следует выбирать так, чтобы момент поворота был наименьшим, а сумма работ на вращение поворотной части приспособления по всем переходам сборки была минимальной. § 3. СПЕЦИФИКА КОНСТРУИРОВАНИЯ СПЕЦИАЛЬНЫХ СБОРОЧНЫХ ПРИСПОСОБЛЕНИЙ Исходными данными при конструировании являются чертеж изделия, технические условия на приемку изделия, технологический процесс сборки, из которого следует последовательность и содержание операций, принятое базирование, оборудование и инструменты, режимы работы, а также заданная производительность с учетом времени на установку, закрепление и снятие собранного изделия. Конструирование приспособления начинают с уточнения схемы установки базовой и сопрягаемых деталей изделия. Затем определяют тип, размер, количество и взаимное расположение установочных элементов. Зцая силы, возникающие в процессе сборки, устанавливают место приложения и величину сил для закрепления базовых деталей. Исходя из этого, а также учитывая заданную производительность, конфигурацию и точность изделия, выбирают размер и конструкцию зажимного устройства. Далее выявляют элементы для направления собираемых деталей, устанавливают необходимые вспомогательные устройства, оформляют конструкцию корпуса приспособления. При этом используют имеющиеся нормали и стандарты. При конструировании сборочных приспособлений необходимо учитывать базирование сопрягаемых деталей. В зависимости от требуемой точности их взаимного положения при сборке и в готовом изделии назначают допуски на размеры установочных и направляющих деталей сборочного приспособления на основе анализа размерной цепи данной технологической системы. Особое внимание должно уделяться конструированию приспособлений для автоматической сборки, так как для них необходима высокая надежность работы. При сильном закреплении сопрягаемых деталей необходим расчет возможных деформаций и их влияния на точность сборки. К приспособлениям для сборки, при которой детали изделия подвергаются нагреву (сварка различных видов, пайка, склеивание при использовании клеев горячего отверждения), предъявляются дополнительные требования, приведенные ниже. Точность сборки зависит от вида сопряжения деталей, точности их изготовления, метода базирования при сборке, а также от точности сборочного приспособления. Наибольшая точность обеспечивается при сборке сопрягаемых деталей по центрирующим поверхностям без зазора. В этом случае приспособление не влияет на точность сопряжения деталей по их концентричности (рис. 145, а). При неподвижных сопряжениях деталей, ориентируемых при сборке по центрирующим элементам с гарантированным зазором, их наибольшее смещение в боковом направлении от среднего положения равно максимальному радиальному зазору. Применяя конические или разжимные направляющие эле- 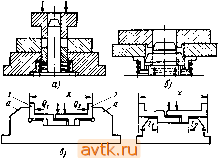  Рнс. 145. Конструктивные схемы к расчету точности сборки в приспособлениях менты приспособления (рис. 146, б), можно это смещение перед окончательным скреплением деталей свести к минимуму. При подвижном соединении точность взаимного положения деталей не зависит от приспособления, а определяется точностью изготовления самих деталей. Взаимное положение осей механизма зависит от точности расположения отверстий в платах и от зазоров между цапфами и отверстиями (см. рис. 140). При отсутствии центрирующих элементов сборку изделия ведут, совмещая технологические базы сопрягаемых деталей G измерительными, т. е. с поверхностями, по которым производится измерение заданного размера. На рис. 145, в показан пример сборки, относящийся к этому случаю. У соединяемых деталей / и 2 тех нологическими базами, которыми они контактируют с установочными элементами а сборочного приспособления, являются вертикальные площадки. После выполнения соединения (стык показан жирной линией) выдерживаемый размер х проверяют по тем же площадкам. В результате совмещения технологических и измерительных баз точность сборки будет наибольшая, так как погрешность базирования при этом равна нулю. Размер х может изменяться лишь вследствие износа установочных элементов при способления. На рис. 145, г показана схема сборочного приспособления, где технологические базы деталей не совмещены с измерительными. В этом случае выдерживаемый размер х выполняется с погрешностью базирования, равной сумме допусков на размеры/j и /а сопрягаемых деталей. На рис. 145, д показано приспособление для запрессовки втулки 4 в корпус 3. При сборке выдерживается размер Н. Поверхность а и поверхность b втулки являются технологическими и измерительными базами. Условие совмещения баз при этом выполняется, и погрешность базирования для размера Н равна нулю. Если при сборке выдерживается размер Hi, то условие совмещения баз выполняется только для детали 3. Для детали 4 от не выполняется (поверхность b - технологическая база,  Рис. 146. Схемы для расчета размерных цепей сборочных приспособлений а поверхность о - измерительная), поэтому по отношению к размеру Я1 возникает погрешность базирования, численно равная допуску на длину втулки б^. При выполнении размера условие совмещения баз, как это видно из чертежа, не выдерживается для обеих сопрягаемых деталей. Возникает погрешность базирования для размера j, численно равная 61-f б^, где б^ - допуск на размер /а корпуса. Изменив ехему приспособления (рио. 145, е) и применив ступенчатый наконечник прессующего устройства, можно привести погрешность базирования для размера к нулю при условии, что по нижнему торцу втулки предусмотрен зазор. Из рассмотренных примеров видно, что погрешность базирования в сборочных приспособлениях может достигать больших значений, чем при механической обработке. Если при сборке закрепляются обе сопрягаемые детали силами Ql и (см. рис. 145, в), то погрешность закрепления 83 ]/ 8з1 + 8з2, где 831, - погрешности закрепления от сил Qi и Qg. В данном случае увеличивается также погрешность закрепления по сравнению с погрешностью при установке заготовки в станочных приспособлениях. При сборке более сложных узлов с большим количеством деталей точность выдерживаемого размера может быть определена на основе расчета соответствующей размерной цепи. При решении размерной цепи по максимуму и минимуму (метод полной взаимозаменяемости) допуск на выдерживаемый размер к (рие. 146, а). бх=-б + ]бг. приспособления; S б, - сумма (=1 / деталей. Эта формула справедлива для случая, когда сборка осуществляется с использованием где б - допуск на размер допусков на размеры /1, 1, нескольких приспособлений (дублеров) или приспособлений-спутников на автоматической линии. Если сборку производят в одном приспособлении, то величину б учитывать не следует или при большой программе выпуска изделий под ней нужно понимать допуск на износ установочных элементов приспособления. Из этого выражения можно найти допуск б на размер приспособления, зная допуски на размеры сопрягаемых деталей, и допуск б^ на выдерживаемый размер: б == б;, - S бг. При решении размерной цепи по методу неполной взаимозаменяемости допуск на выдерживаемый размер х можно определить по формуле б. = t ухЖТШТч^кЖТ^ где - коэффициент, определяющий риск (%) получения брака по выдерживаемому размеру при сборке; обычно берут t = 3: Коэффициент t ............. 1 2 4 Риск брака, % ............. 32 4,5 0,27; 1, \, Кп - коэффициенты, зависящие от формы кривых распределения размеров соответствующих сопрягаемых деталей узла. В случае кривой распределения, близкой к нормальной, К - 1/9. Для кривой, равной вероятности, и в случае, когда 0 форме кривой ничего не известно, рекомендуется принимать 1 = 1/3. Если кривая распределения близка к треугольнику, К = 1/6. Зная исходные величины и задаваясь значениями t, можно определить допуск б на размер сборочного приспособления: б= /~t( F-i6? - 262 - - пбл j Результаты расчета показывают, что при сравнительно небольшом риске получения брака допуск на размер приспособления можно значительно расширить. Вместе с тем расширяют допуски и на размеры сопрягаемых деталей. При сборке неразъемных соединений методом пайки, сварки и склеивания необходимо учитывать тепловые зазоры между установочными элементами приспособления и базовыми поверхностями собираемого изделия. На рис. 146, б показана схема приспособления для пайки в печи деталей А и В. Место пайки показано жирной чертой. Пайку производят с общим нагревом приспособления и изделия. Для учета различного теплового расширения приспособления и деталей изделия нужно предусматривать зазор при установке этих деталей в приспособление. В противном случае возможно заклинивание изделия или иска- жение взаимного положения сопрягаемых деталей. Для простейших форм деталей и приспособления величину минимального зазора А можно определить, зная температуру нагрева t, размеры сопрягаемых деталей и коэффициенты теплового расширения а этих деталей и приспособления. Применительно к схеме (см. рис. 146, б) А = t [{Ьаа + Lb<b) - а]- Здесь величины с индексами относятся к деталям изделия, а величины без индексов - к приспособлению. Если Laa + -f Ь^а^ <; La, то первоначальный зазор с повышением температуры будет возрастать. Величину А в этом случае следует назначать такой, чтобы можно было легко осуществить закладку в приспособление деталей, выполненных с наибольшими предельными размерами. При сложных формах деталей вычисление А затруднительно. Ее величину в этом случае нужно устанавливать экспериментально. Величину допуска б на размер L приспособления можно назначать достаточно большой, если соединяемые детали прижаты друг к другу по стыку С; точность выполняемого размера Lg при этом от допуска б не зависит. При отсутствии гарантированного прижатия деталей по стыку С допуск б^д на выполняемый размер можно определить по методу полной взаимозаменяемости: боб = бл + бв + Д + б, б = боб - б^ - бв - Д- При расчете по методу неполной взаимозаменяемости из выражения допуска на выдерживаемый размер бсб = УМ1+12б|+1б^+А МОЖНО найти Если собираемое изделие состоит из п деталей, то выражение принимает вид при X = 1 = 2 = = К = 1/9 (распределение по нормальному закону) и t = 3 б = Y(беб Д) - б^ - б^-----б^. Для повышения точности изделий, собираемых методом пайки, сварки и склеивания, целесообразны конструкции с центровкой деталей по пояскам, буртикам, пазам и другим элементам. Сборочное приспособление должно обеспечивать заданную точность при длительной эксплуатации и многократном нагреве (при пайке твердыми припоями температура нагрева 700-1200 °С). При необходимости удаления неполностью охлажденного изделия из приспособления рекомендуется снижать площадь контакта между деталями и приспособлением, создавая местные выточки и выемки. Удобны разборные конструкции приспособлений с малой шероховатостью поверхности установочных элементов. В разборных конструкциях предпочтительнее клиновые соединения перед резьбовыми. Приспособление должно быть легким для уменьшения времени нагрева. Необходимо избегать длинных и относительно тонких плит, так как при нагреве они деформируются. Выбор материала для основных деталей приспособления определяет долговечность приспособления и точность сборки. Коэффициент расширения материала деталей изделия должен быть меньше, чем материала приспособления. В этом случае можно допустить меньшие тепловые зазоры между приспособлением и изделием и обеспечить более высокую точность сборки, которая для небольших изделий составляет 0,025-0,05 мм. Материал основных деталей приспособлений должен выдерживать многократные нагрев и разборку (в разборных конструкциях), а также быть прочным и износостойким. Этим требованиям удовлетворяют специальные сплавы и керамика. При пайке алюминиевых сплавов погружением для деталей приспособления рекомендуется применять жаропрочные никелевые сплавы или коррозионно-стойкую сталь, так как углеродистая сталь загрязняет ванну. В приспособлении не должно быть углублений, препятствующих стеканию припоя. Если пайку производят с индукционным нагревом деталей, то близко расположенные к индуктору детали приспособления рекомендуется выполнять из неметаллических материалов (микалекса, эпоксипластов, армированных стеклотканью, керамики), обладающих химической стойкостью к флюсу и высокими изоляционными свойствами. Если применяются металлические детали, то их нельзя выполнять в виде кольца или замкнутой петли, так как в этом случае в них индуцируются ТВЧ. Их делают пустотелыми и применяют для охлаждения проточную воду. Приспособления периодически проверяют на точность. Их конструкция должна быть удобной для быстрой проверки без применения косвенных методов контроля. Приспособления для склеивания подвергают периодической очистке от накапливающихся следов клея. Поскольку большинство клеев не удаляется растворителями, нужно предусматривать быстрый съем (или раз- борку) приспособления для его нагрева до температуры, при которой клей разрушается (около 300 °С). После этого очистку производят механически (щетками, скребками и др.). § 4. ПРИСПОСОьЛЕНИЯ ДЛЯ ИЗМЕНЕНИЯ ПОЛОЖЕНИЯ СОБИРАЕМОГО ИЗДЕЛИЯ При больших размерах изделий для изменения их положения в процессе сборки применяют поворотные устройства. На рис. 147, а изображена схема приспособления для сборки изделий цилиндрической формы. Корпус приспособления / снабжен роликами 2, на которые укладывают деталь 3, легко поворачиваемую на требуемый угол. На рис. 147, б показана схема приспособления для перевертывания изделия, проходящего сборку (обработку) на рольганге. Деталь 3 закатывают в клеть 6 приспособления и повертывают на 180° вокруг цапф 5, вследствие чего она оказывается в перевернутом положении на другой стороне рольганга. Клеть фиксируется вытяжным упором 4.   Рис. 147. Приспособления для изменения положения собираемого изделия Центр тяжести поворотной части с горизонтальной осью вращения и центр тяжести собираемого изделия должны по возможности лежать на этой оси. Это уменьшает момент поворота. Вращение поворотной части производят вручную (сила поворота на рукоятке штурвала не должна быть больше 100 Н) или от силового узла. 1 ... 20 21 22 23 24 25 26 ... 28 |
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон