

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Комбинированные зажимные устройства 1 ... 16 17 18 19 20 21 22 ... 28 предварительной затяжкой соединяющих их крепежных деталей. Плоские стыки менее жестки на изгиб, чем на кручение. Равномерное расположение болтов благоприятно при работе круглого стыка на кручение. В стыках, работающих на изгиб, рекомендуется располагать болты неравномерно, смещая их по возможности дальше от нейтральной оси. В этом случае полезно уменьшать поверхность стыка сопрягаемых деталей в зоне нейтральной оси. Жесткость стыков с шабреными и притертыми плоскостями мало отличается от жесткости стыков с шлифованными плоскостями. Контактная жесткость закаленных деталей выше, чем у сырых. Достаточно высокую жесткость имеют стыки со строгаными плоскостями при совпадении рисок обработки. Контактная жесткость и демпфирующие свойства стыков повышаются при наличии тонкого клеевого слоя между сопряженными плоскостями. Детали приспособлений должны быть жесткими при изгибе и кручении. Корпус приспособления не должен деформироваться при закреплении заготовок и деформировать стол станка, на котором он закреплен. Непостоянство .силы резания и неоднородность жесткости станочных приспособлений и других элементов упругой технологической системы предопределяют возникновение вибраций, которые часто являются самовозбуждающимися (автоколебаниями). При вибрации повышается шероховатость обрабатываемой поверхности, ухудшаются условия работы режущего инструмента и усиливается динамический характер силы резания. Если частота собственных колебаний приспособления совпадает с частотой колебаний при резании, то возникает резонанс, при котором амплитуда колебаний сильно возрастает. С повышением жесткости приспособлений увеличивается частота и уменьшается амплитуда их собственных колебаний. Смещение зоны резонанса выгодно производить в область высоких скоростей резания, одновременно повышая жесткость приспособлений и частоту их собственных колебаний. Это помимо отмеченных выше мероприятий обеспечивается уменьшением высоты приспособлений и длины выступающих консольных элементов, использованием дополнительных опор и увеличением размеров опорных поверхностей. Для уменьшения вибраций полезно применение демпфирующих элементов. Расчет приспособлений на виброустойчивость сложен и еще не разработан. При вычерчивании общего вида и деталей приспособления назначают допуски на его размеры. По точности исполнения эти размеры можно разбить на три группы. К первой группе относятся размеры тех сопряжений. От которых зависит точность выполняет мой обработки (например, расстояние между осями кондукторных втулок сверлильного приспособления; неточность этого размера непосредственно влияет на расстояние между осями просверленных в заготовке отверстий). К первой группе относятся также размеры установочных элементов, от точности которых зависит положение заготовки в приспособлении. Ко второй группе отно- сятся размеры тех сопряжений, от которых точность обработки не зависит (например, размеры сопряжений зажимных устройств, выталкивателей и других вспомогательных механизмов). К третьей группе относятся свободные размеры обработанных и необработанных поверхностей. Допуски на размеры первой группы обычно берут в 2-3 раза меньше допусков на размеры, выдерживаемые при обработке. В особых случаях при изготовлении изделий высокой точности допуск регламентируется специальными техническими требованиями. Ужесточением допуска в указанных пределах, как показывает опыт эксплуатации приспособлений, обеспечивается выдерживание заданной точности обработки. При предварительной обработке (11-й квалитет и ниже) относительная точность может быть повышена ----допуска^. Это обусловлено высокой точностью обработки в инструментальных цехах. При допусках на деталь по 12-14-му квалитетам точности соотношение --- приводит к допускам на соответствующую деталь приспособления примерно по 7-9-му квалитетам, не вызывая особых затруднений в изготовлении. Так, в кондукторах для сверления отверстий под болты допуск на расстояние между осями направляющих втулок берут ±0,05 мм. Допуски на размеры второй группы определяют в зависимости от назначения механизма, а также характера и условий работы рассматриваемого сопряжения. Обычно здесь допуски берут по 7-9-му квалитетам точности. Свободные размеры выполняют по 14-му квалитету точности для обработанных и по 16-му квали-тету для необработанных поверхностей. Наибольший интерес представляет определение допусков на размеры первой группы. Оно не должно базироваться только ца изложенном выше практическом правиле. Более целесообразно и правильно с методической точки зрения определять эти допуски расчетно-аиалитически. Рассмотрим виды погрешностей обработки, вызываемые неточностью изготовления приспособлений. Погрешности изготовления приспособления вызывают прежде всего неправильное положение обрабатываемой заготовки на станке. В результате этого возникает погрешность взаимного положения обработанной и базовой поверхностей заготовки. Погрешность изготовления поворотных и делительных устройств, а также накладных кондукторов и кондукторных плит приводит к погрешностям взаимного расположения обрабатываемых поверхностей заготовки. Погрешность изготовления приспособлений не влияет на точность выполняемых размеров, а также на погрешность формй обрабатываемых поверхностей. При одноместном приспособлении {см; рис. 103, а) заданный размер обеспечивается соответствующей установкой инструмента по высоте. При многоместном прв- способлении (см. рис. 35, а) это правило изменяется: из-за погрешности положения установочных элементов по высоте точность размера Ai будет меньше, чем размера Ai. Рассмотрим примеры типичных погрешностей обработки из-за неточности изготовления одноместных приспособлений различного назначения. Погрешности изготовления сверлильных и расточных кондукторов влияют на точность расстояния между осями обрабатываемых отверстий, на точность расстояния от установочной базы до оси отверстий, а также на неперпендикулярность осей отверстий к опорному торцу заготовки. При наличии поворотных устройств могут возникнуть погрешности углового расположения обрабатываемых отверстий и в частном случае их несоосность. Точность диаметральных размеров обрабатываемых отверстий от погрешности приспособления не зависит (исключая погрешность кондукторных втулок). Погрешности изготовления фрезерных, строгальных, протяжных и долбежных приспособлений вызывают неточность взаимного расположения обрабатываемых и базовых поверхностей заготовки, но не влияют на точность выдерживаемого размера (компенсируется настройкой) и искажение формы поверхностей. Неточность имеющихся делительных и поворотных устройств может вызвать погрешности взаимного расположения обрабатываемых поверхностей заготовки. Погрешности изготовления приспособлений для плоского шлифования влияют на точность взаимного положения обрабатываемой и базовой поверхностей заготовки, но не вызывают искажения размера и формы шлифуемой поверхности (в отдельных случаях искажение формы поверхностей может возникнуть при закреплении тонкой листовой детали на магнитной плите с неровной опорной поверхностью). Погрешности токарных приспособлений не влияют на точность диаметров и искажение формы обрабатываемых поверхностей, но могут вызвать погрешности взаимного расположения поверхностей детали. Таким образом, погрешности изготовления одноместных одно-позиционных приспособлений в общем случае не влияют на точность выполняемых размеров и погрешности формы обрабатываемых поверхностей, но вызывают погрешности взаимного положения поверхностей заготовки. При назначении допусков б на изготовление приспособлений исходной является допустимая погрешность обработки б^. Очевидно, что б <; б^. В общем случае б < 6i - бет - буст - бупр, где 6i - допустимая погрешность расположения обрабатываемых Поверхностей заготовки по чертежу; б^ - геометрические но-грешиости станков, влияющие на величину б^ (неперпендикуляр- ность поверхности стола сверлильного станка к оси шпинделя, непараллельност|5 стола горизонтально-расточного станка оси шпинделя, то же горизонтально-фрезерного станка; бу - погрешность установки приспособления на станок, обусловленная наличием зазора между направляющими шпонками и Т-образным пазом стола, наличия зазоров между центрирующим пояском шпинделя и сопряженной поверхностью патрона и т. п.; бупр - погрешность положения заготовки в результате упругой деформации приспособления под влиянием сил закрепления и резания. В этой формуле 6 означает допустимую погрешность расположения установочных элементов приспособления относительно его базы, которой оно сопрягается со столом (шпинделем) станка. При наличии делительных или поворотных устройств это допустимая погрешность делительного устройства; для кондукторов это дбпуск на расстояние между осями кондукторных втулок. Расчет по приведенной формуле следует производить с учетом частичного или полного перекрытия ее составляющих и их взаимной компенсации. Так, величина 6 (отклонение от перпендику-ляряости поверхности стола оси шпинделя) при обработке на вертикально-сверлильном станке может частично перекрыватьсй величиной бупр. Рассмотрим в качестве примера фрезерование паза заготовки в приспособлении (рис. 118, а) на вертикально-фрезерном станке. Прн обработке требуется выдержать параллетгьность обрабатываемой плоскости а установочной плоскости b заготовки с допустимым отклонением = 0,1 мм на длине 100 мм. Требуется найти допустимое отклонение от параллельности установочной плоскости b приспособления опорной плоскости с его корпуса. Приняв отклонение от параллельности поверхности стола горизонтальной плоскости 6 == 0,01 мм на 100 мм и будр = 0,03 на длине 100 мм,- получим 6 = 0,1 - 0,01 - 0,03 = 0,06 мм на 100 мм. При сверлении отверстий по кондуктору половину допуска на расстояние между осями кондукторных втулок 6 можно определить по формуле, считая, что середины полей допусков в деталях и кондукторной плите совпадают (рис. 118, б): где 6j - допуск на расстояние между осями отверстий в деталях; Ss = s, + S2 + S8 + S4; здесь Si, - максимальные радиальные зазоры соответственно между сменными и постоянными втулками; S3, S4 - максимальные радиальные зазоры соответственно между втулками и инструментом; где вх, - допустимые эксцентриситеты сменных втулок; е^, 4 - допустите эксцентриситеты постоянных втулок. 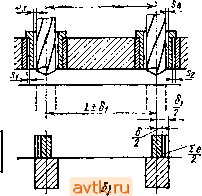 Рис. 118. Схемы к расчету допусков на изготовление приспособлений При определении допуска на расстояние между базовой плоскостью и осью кондукторной втулки в приведенной формуле величины Sj, s, и принимают равными нулю. § 4. ЭКОНОМИЧЕСКИЕ РАСЧЕТЫ При конструировании специального приспособления необходимо обосновывать экономическую целесообразность его изготовления и эксплуатации. В расчетах на рентабельность обычно сопоставляют различные конструктивные варианты приспособленця для выполнения одной и той же технологической операции. Если считать, что расходы на режущий инструмент, амортизацию станка и электроэнергию одинаковы,то элементы себестоимости обработки, зависящие от конструкции приспособления, для сравниваемых вариантов а и 6 C,-Z..(l+-iir) + 4L(J. + L)+L; ,62) c.-=i.(4-ilr) + 4(T + T) + . И где.Со - себестоимость изготовления приспособления по варианту а, руб.; La - штучная заработная плата при использовании этого приспособления, руб.; Q - себестоимость изготовления приспособления по варианту Ь, руб.; - штучная заработная плата при этом приспособлении, руб.; z - цеховые накладные расходы на заработную плату, %; q - расходы, связанные с применением приспособлений (ремонт, содержание, регулирование)., %; i - срок амортизации приспособления, годы; п - годовая программа выпуска деталей, шт.; 5, 5* - расходы на конструирование и отладку приспособлений по вариантам а и Ь, руб.; п' - число деталей, обрабатываемых в приспособлении за период освоения выпускаемой продукции. Расходы на конструирование и отладку относят на первые образцы нового изделия или распределяют на себестоимость изделия в течение одного-двух лет его производства. Сопоставление экономической эффективности приспособлений по вариантам а и b для установившегося периода производства, когда расходы на конструирование и отладку погашены, можно производить по формулам (52) и (53), приняв Sa - Sb == 0. Величину программы выпуска деталей, при которой оба сопоставляемых варианта в экономическом отношении равноценны, находим, решая совместно уравнения (52) и (53) относительно п: Если заданная программа больше рассчитанной по формуле (54) величины п, то выгоднее применять более сложное приспособление, и наоборот. Для расчета п нужно знахь величины и S. Их точные значения можно определить на основе калькуляций после составления рабочих чертежей и разработки технологических процессов изготовления приспособлений. Однако этот способ сложен и трудоемок, задание же на конструирование приспособления должно выполняться в короткие сроки. Поэтому применяют более простые, приближенные способы определения затрат на изготовление приспособлений. Для ориентировочных расчетов можно пользоваться приближенной формулой S = С/С, где S -себестоимость изготовления приспособления, руб.; К - число деталей в приспособлении; С - постоянная, зависящая от сложности приспособления. Для простых приспособлений С - = 1,5, для приспособлений средней сложности С = 3,0 и для сложных с = 4,0. Величину i берут равной сроку (год), в течение которого конструируемое специальное приспособление будет использовано для выпуска заданной продукции. Если, например, данные детали выпускаются в течение двух лет, то и i также принимается равным двум годам. Если производимая продукция стабильна и сроки прекращения ее выпуска неизвестны, то i рекомендуется брать для простых приспособлений равным одному году, для приспособлений средней сложности - от двух до трех лет и для сложных - от четырех до пяти лет. Величину q рекомендуется брать равной 20 . Для определения L нужно знать штучное время на данную операцию и минутную Заработную плату рабочего /: L = tJ. у сопоставляемых вариантов эти величины различны. При использовании более совершенного приспособления и / снижаются в результате уменьшения основного и вспомогательного времени, а также облегчения условий труда и упрощения выполняемых манипуляций. Расчет по формуле (54) необходимо выполнять при условии, что Sa > Sh а Ц > La или Sh > 5о и La > Lb- При иных условиях (Sa > St, и La > Lb или Sb > Sa и Lj > LJ при любом n следует применять вариант b или а. Использование приспособлений часто вызывает изменение технологического процесса в связи с ликвидацией или видоизменением отдельных операций. В этом случае можно сопоставить себестоимость механическойобработки детали, зависящей от оснастки, не по отдельным операциям, а по процессам: c.-E,4+w)+4(i-+-ik) Cn=i: 4l+w) + (T + Tk). где индексы I п II относятся к сопоставляемым вариантам процессов. Если в сопоставляемых вариантах применяется различное оборудование (например, горизонтально-расточный станок заменяется вертикально-сверлильным), то учитывая дополнительную стоимость 1 мин работы станка /ст. получим с. - S .(-f-w) + S+(т + w) Си = S . (+ w) + Sп + (4- + Тк) Рассмотрим теперь себестоимость обработки, если данная технологическая операция выполняется на переналаживаемом универсальном приспособлении, оснащенном сменной наладкой: C-4+w) + (7r + w)+(7r + w)+- где 5у - стоимость универсального приспособления; - себестоимость изготовления сменной иаладки; ty- число лет амортизации универсального приспособления; i - число лет амортизации сменной наладки iy > ia, Sa - расходы иа конструирование и отладку сменной наладки. Расходы 5и относят на первый год выпуска изделий. Приведенная формула может быть использована для сопоставления рентабельности различных вариантов переналаживаемых приспособлений или специального и переналаживаемого приспособлений. пример. Сопоставить экономическую целесообразность применения станочного приспособления двух вариантов: при варианте aLa= 0,015 р. и So = 140 p.j при варианте b Ц= 0,022 р.,и St = 90 р.; г = 300 %; <у - -20 %; < = 2. Годовая программа выпуска изделий 20 тыс. шт. Решение. По формуле (54) найдем величину программы, при которой экономически оправдываются оба варианта: ------ -. 800 шт. (0,022-0.016) (l-f-) Ввиду того что заданная программа больше программы, рассчитанной по формуле (54), выгоднее применять более сложное приспособление (вариант а). В этом случае (при одинаковых расходах на режущий инструмент, амортизацию станка и электроэнергию) можно получить экономию на выполнении каждой операции Sft-Sa = O.Oil p. § б. АВТОМАТИЗАЦИЯ ПОИСКА, РАСЧЕТА И КОНСТРУИРОВАНИЯ ПРИСПОСОБЛЕНИЙ Сокращение времени и средств на конструирование и изготовление технологической оснастки достигается применением информационно-поисковых систем (ИПС). Эти системы позволяют быстро выявлять ранее составленные чертежи технологической оснастки, пригодной для выпуска новых изделий, и повышать эффективность труда инженерно-технических работников в результате устранения дублирования разработок. ИПС распознают соответствие смыслового содержания между хранимой информацией и запросом. Наличие обратной связи между человеком и системой позволяет находить необходимую информацию в массивах любой емкости. Во всех ИПС предусматривается пополнение хранимой информации. Поступающая информация об оснастке подвергается обработке, индексированию и кодированию на принятом языке. При получении запроса происходят поиск информации и выдача результатов в виде копий документов, сведений об их адресах или в виде систематизированных фактических данных. К наиболее простым ИПС для небольших и средних массивов информации относятся системы на базе ручных перфокарт. Время поиска на них составляет 7-10 мин, а емкость картотеки составляет несколько тысяч перфокарт. Эти ИПС обычно бывают специализированными (дапример, для приспособлений типа кондукторов), а по принципу работы - полумеханизированными. Для больших массивов информации, применяют универсальные и автоматизированные ИПС на базе ЭВМ. При наличии освоенных ИПС с большими массивами информации можно получить высокий эффект по сокращению труда конструкторов: удается уменьшить на 30% и более трудоемкость конструкторских разработок, сократить длительность цикла технической подготовки производства новых объектов производства. 192
Рис. 119. Алгоритм расчета усилия закрепления заготовки В связи с ростом потребности в приспособлениях и увеличением трудозатрат и средств на их изготовление представляет интерес автоматизация их конструирования. Первые работы в этом направлении были выполнены в 60-х гг. под руководством Г. К. Го-ранского в АН БССР. В последние годы эти работы получили дальнейшее развитие в других организациях и за рубежом. Автоматизация конструирования приспособлений позволяет снизить трудоемкость и стоимость конструирования в 3-5 раз и более, ускорить подготовку производства новых изделий, улучшить качество приспособлений, а также повысить уровень их нормализации. При автоматизации конструирования, осуществляемой на ЭЦВМ, решаются частные и общие задачи. К первым относятся расчеты по приведенным ранее методикам погрешностей установки, сил закрепления заготовки, размеров зажимных устройств, экономической целесообразности применения приспособлений и др. На рис. 119 в качестве примера показан алгоритм экономического расчета применения приспособления по формуле (54). Ко вторым относятся задачи конструирования приспособления в целом. Они решаются на разных уровнях: от разработки простейших схем до вычерчивания общих видов, основных деталей и составления спецификаций. Для этой цели используют чертежные автоматы серии Итекан , ЕС (СССР), Бенсон (Франция) и др. На сложные детали приспособлснпй может быть разработана технология механической обработки, включая изготовление управляющих программ для станков с ЧПУ. К настоящему времени созданы и внедрены на отдельных заводах системы автоматизированного конструирования типовых приспособлений для сверления плоских деталей, а также для обработки заготовок типа тел вращения. В основе этих систем лежит широкое использование типовых решений и определенное ограничение исходных данных; задача обычно решается с чисто геометрических позиций, без расчетов погрешностей обработки, сил закрепления, эконо:личе-ской эффективности и решения многих других вопросов. Автоматизация конструирования более сложных и нетиповых приспособ- лений значительно усложняется и выполняется большей частью в человеко-машинном (диалоговом) режиме. Задача еш,е более усложняется при конструировании специальных, сложных приспособлений; автоматизация их конструирования часто бывает экономически нецелесообразной и основой здесь становится трудно формализуемая творческая работа конструктора. Автоматизации конструирования приспособлений способствует разработанный в последнее время комплекс устройств для подготовки и ввода информации, выдачи текстовой и графической документации, средств микрофильмирования и тирал<ирования полученных результатов. Современные приспособления как объекты автоматического конструирования отличаются многокомпонентностью, иерархичностью структур, широким диапазоном размеров и высоким уровнем типизации и нормализации конструкций, который при автоматическом конструировании может быть еще более повышен. В основе автоматического конструирования лежит моделирование процессов и объектов конструирования. Задание на конструирование приспособления отражает информацию об обрабатываемой детали и выполняемой операции; оно формулируегся при подготовке входных данных в принятой языковой системе. Далее разрабатывают информационную модель конструирования приспособления и алгоритмы преобразования задания на конструиро-ванпе и формализуемые на ЭВК цифровые данные. Моделирование процессов конструирования связано с выявлением закономерностей конструирования, анализом структур, параметров и назначения отдельных классов приспособлений, а также с исследованием информационных процессов при разработке конструкций. Информационная база автоматического конструирования кроме входной информации содерл<ит постоянную информацию и промежуточные данные. Наиболее простые алгоритмы решения задачи конструирования применяют для типовых приспособлений неизменной структуры и с постоянной геометрией элементов. Для нетиповых приспособлений со структурами на разных иерархических уровнях и с элементами с различны>1и формами и размерами применяют методы алгоритмического синтеза моделей приспособлений, используя библиотеку конструктивных элементов. Еще более сложные приспособления синтезируются в человеко-машинном режиме. В настоящее время автоматическое конструирование приспособлений применяют еще мало. Это обусловлено большими затратами на создание систем и трудностями адаптации их к конкретным условиям производства. Автоматизированное конструирование приспособлений перспективно глвдым образом на круп-цых предприятиях и специализированных заводах по производству технологической оснастки. Дальнейшее совершенствование автоматического конструирования связано с проведением исследовательских работ по сода- 1 ... 16 17 18 19 20 21 22 ... 28 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон