

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Комбинированные зажимные устройства 1 ... 12 13 14 15 16 17 18 ... 28 Расчет ведем, предполагая, что элементы системы не деформируются. Из условия равновесия направления сил, действующих на горизонтальный рычаг, пересекаются в точке О. Из рис. 88, б од = + -i- tg (а + а,) sm(a + ai) где а - угол между распорным звеном и вертикалью (задается конструктивно в пределах 12-15° для Ятщ). Угол tti находится из соотношения sin tti = 2р , Где / - расстояние между шарнирами распорного звена. Находим угол 6 = р -f у, беря р и у из отношений tgp = - и sinyB, где Pi - радиус круга трения цапфы горизонтального рычага. Из силового многоугольника (рис. 88, в) найдем величину отрезков KL и ML, характеризующих силу на штоке пневмоцилиндра! =isin(a + i-l-e)* ML=./CLsin(a + ,) = Ql±. Сила прижима ролика распорного звена Qi к горизонтальной направляющей (отрезок'/СУИ) определяется из равенства КМ = KL cos (а + aj). Сила сопротивления качению ролика (отрезок МТ) р Qii + M d где / - коэффициент трения качения; - коэффициент трения скольжения в цапфе; г - радиус цапфы ролика; d - диаметр ролика. Полная сила на штоке N = ML -f F. Диаметр цилиндра D = = 2 УЫ/пРц, где Г1 = 0,8-т-0,9 - КПД цилиндра. При закреплении заготовки с наименьшим предельным размером Ятш сила закрепления увеличится, так как ось распорного звена установится к вертикали под меньшим углом al cos а' = cos а Ч- (Я^ах - Япщ). Зная а', можно найти корректированное значение угла 6 по приведенным выше формулам, подставляя в них вместо а величину а'. Из треугольника TLK (см. рис. 88, в), в котором сторона TL равна полной силе на штоке N, найдем т Корректированное значение отрезка KL N sin ф sm (а' + а, + .90 - р) Сила закрепления заготовки е наименьшим предельным размером - i- sin ( + 1 + ft) sm 9 Из рассмотренного примера видно, что данный механизм не обеспечивает равномерности сил закрепления. При использовании пнебмокамеры можно получить несколько лучшие результаты. § е. ЗАЖИМНЫЕ УСТРОЙСТВА МНОГОМЕСТНЫХ ПРИСПОСОБЛЕНИЙ, СТАНКОВ НЕПРЕРЫВНОГО ДЕЙСТВИЯ И АВТОМАТИЧЕСКИХ ПРИСПОСОБЛЕНИЙ Зажимные механизмы многоместных приспособлений должны обеспечивать равномерное и одновременное закрепление всех заготовок, установленных в приспособлении. Этому требованию удовлетворяют отдельные схемы механических, а также гидравлических и других устройств. В простейшем случае многоместным приспособлением является оправка, на которую устанавливается пакет заготовок (кольца, диски), закрепляемых по торцовым плоскостям затяжкой одной гайки (последовательная схема передачи сил закрепления). На рис. 89, а показано зажимное устройство механического типа, работающее по принципу параллельного распределения силы закрепления, а на рис. 89, б - устройство такого типа с использованием гидропластмассы, которая заполняет канал / и равномерно давит на плунжеры 2 и заготовки 3. На рис. 89, в показано устройство смешанного (параллельно-последовательного) типа. Зажимное устройство, приведенное на рис. 90, а малогабаритно и легко размещается в корпусе приспособления. При большом числе клиновых элементов сила закрепления заготовок 1-4 из-за потерь на трение получается разной (заготовка 1 закрепля- / 2 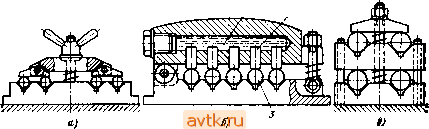 Рис. 89. Зажимные устройства для многоместных пряспособленнй 146  Рис. 90, Схема и графики для расчета многократного зажимного устройства с клиновыми элементами ется сильнее заготовки 4). Для устранения этого недостатка углы а от первой к последней заготовке увеличивают. На рис. 90, в приведено построение силовых многоугольников для случая, когда углы постоянны, а иа рис. 90, б - когда силы закрепления Q постоянны. Для первого случая согласно построениям на рис. 90, б Q COS 2ф sin (а - 2ф) . cos(-f-2ф) N cos 2ф cos* sin (а - 2ф) cos* Л' cos 2ф cos --sin (а - 2ф) Для второго случая, когда Qi ~ Qi ~ ... Q (рис. 90, в), сила закрепления первой заготовки Q N cos 2ф sin ( 1 - 2ф) С08*(-2ф) По заданному Q и принятому углу трения ф находят Л^, задавшись а^. Сила закрепления второй заготовки Л?С05 2фС052- 2 sin (0С2 - 2ф) ( 2ф) со8(- 2ф) Зная Q, iV, ф и tti, находим а^. Из формулы для определения силы закрепления третьей заготовки -2-*-- 81п(аа-2ф) С08. (. 2ф) cos (-f. 2ф) cos - 2ф) находим аз и т. д. Для повышения быстродействия зажимные устройства многоместных приспособлений должны иметь один орган управления. При параллельной схеме исходная сила, развиваемая силовым узлом приспособления, суммируется из сил закрепления отдельных заготовок с учетом передаточного отношения механизма. При последовательной схеме исходная сила равна силе закрепления одной заготовки. Зажимные устройства для станков непрерывного действия. На станках непрерывного действия (барабанно-фрезерных, вертикально-фрезерных, горизонтально-фрезерных, оснащенных спе- 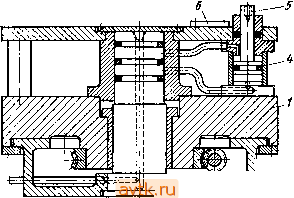  13 Ш 9 10 7 8 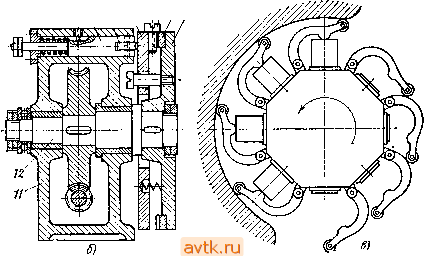 Рис. 91. Зажимные устройства непрерывного действия циальным устройством для прорези шлицев у винтов, специальйых многошпиндельных сверлильных) установку и снятие заготовок ведут без остановки подачи. Если вспомогательное время перекрывается основным, то для закрепления заготовок могут применяться зажимные устройства различного типа. При малом темпе и большой программе выпуска используют автоматизированные зажимные устройства, приводимые в действие от механизма подачи станка. На рис. 91, а показан круглый стол для непрерывного фрезерования небольших деталей, закрепляемых и открепляемых на ходу с помощью автоматически действующего гидравлического устройства. Стол / приводится во вращение от индивидуального электро- двигателя (на рисунке не показан) через червячную пару. В основании 2 стола закреплена ось 3, через каналы которой подводится и отводится масло к гидроцилиндрам 4. Штоки 5 цилиндров закрепляют заготовки посредством съемных деталей (Г-образных прихватов, планок, разрезных шайб). На поверхности стола могут закрепляться различные съемные приспособления 6. Установку и съем заготовок после обработки производят вручную. На рис. 91,6 дана схема приспособления для непрерывного фрезерования шлицев в головках винтов. В опорах корпуса Jt приспособления находится вал 12, приводимый во вращение через червячную пару. В диске 8 вала закреплено кольцо 7 с призматическими радиально расположенными канавками для винтов 10. Винты закрепляются поджатием диска 5 посредством подпружиненного в верхней части корпуса пальца 13 с роликом 14. При повороте вала на 180° нижняя часть диска 9 отжимается пружиной и винты выпаЗ^ают из призматических канавок. На рис. 91, в показана схема зажимного устройства с гибкими пружинящими рычагами для закрепления заготовок поршней на многошпиндельном горизонтально-сверлильном станке. В этой схеме сила закрепления Q зависит от жесткости / на изгиб криволинейного рычага (кривого бруса) и прогиба / его свободного конца при вкатывании ролика на круговую направляющую. В общем случае Q = fJ.B зависимости от конфигурации рычага и размеров его поперечного сечения определение / представляет собой более нли менее сложную задачу. Непостоянство высоты заготовок прн-вбдит к изменению / и колебанию величины Q. В системах, показанных на рис. 91, б ш в, обслуживающий рабочий только устанавливает (закладывает) заготовки, а их закрепление и снятие происходит без его участия. Автоматические зажимные устройства приспособлений. При автоматизации зажимных устройств обслуживающий рабочий освобождается от необходимости закреплять устанавливаемые в приспособление заготовки. В простейших случаях это достигается применением зажимов. Приводимых в действие механизмами подачи станка или силами резания. Эти устройства были рассмотрены выше (см. рис. 85 и 86). При использовании зажимных устройств с силовыми узлами (пневматические, гидравлические, электрические и другие системы) автоматизация освобождает рабочего от обслуживания пусковых и выключающих механизмов. Это обеспечивается установкой автоматических кранов, золотников, путевых или конечных выключателей, связанных с механизмами подачи (в полуавтоматах и автоматах с распределительными механизмами) стайка. Примеры подобных устройств показаны на рис. 92. На рис. 92, а представлена схема автоматического включения и выключения золотника пневмокамеры сверлильного приспособления. При опускании шпинделя кулачок /, закрепленный на валу реечной шестерни, включает золотник 2 и воздух поступает в камеру 3. При подъеме 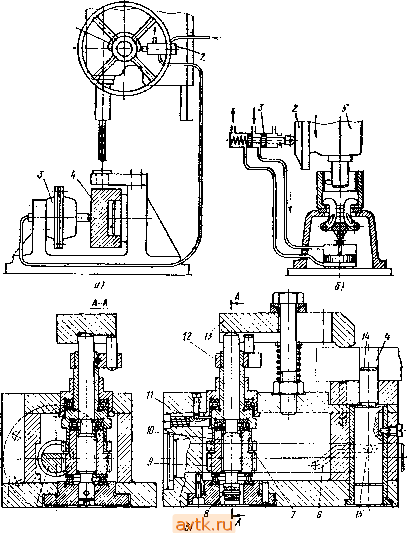 Рис. 92. Схемы автоматизированного включения зажимных устройств шпинделя происходит выключение золотника и открепление заготовки 4. Аналогичная схема приведена на рис. 92, б. При подходе расточной головки 5 кулачок / нажимает на золотник 2, в результате чего приводится в действие зажимное устройство приспособления. С отводом головки процесс протекает в обратном порядке. На рис. 92, в показано комбинированное устройство, с помощью которого автоматически осуществляются выдвижение установоч- ного пальца 14, быстрый подвод прихвата 13 и зажим заготовки 4. Устройство приводится в действие от гидроцилиндра 15, со штоком которого связана зубчатая рейка 14. Заготовка закрепляется винтом 10 при вращении зубчатого колеса-гайки 9, а подъем и опускание пальца 14 производятся косым участком паза 6, куда входит штифт 15 пальца. Винт стопорится штифтом 8. Подвод и отвод прихвата осуществляются поводком 12 от зубчатого колеса 7. Защелка предохраняет колесо от проворота силами трения. Зажимные устройства более совершенного типа применяют в полностью автоматизированных приспособлениях. В этом случае автоматизируется не только процесс закрепления и открепления заготовки, но и установка и снятие обработанной детали. Некоторые примеры автоматизированных приспособлений рассмотрены в гл. IX. § 7. ПРИМЕРЫ РАСЧЕТА СИЛ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ И ЗАЖИМНЫХ УСТРОЙСТВ ПРИСПОСОБЛЕНИЙ Пример 1. В цилиндрической заготовке диаметром 60 мм сверлят глухое отверстие. Момент резания при сверлении Мрез ~ 30 кН-мм. Схема установки заготовки показана на рнс. 93, а. Угол призмы а = 90°, коэф4шциеит треиия в местах контакта заготовки с призмой и зажимным элементом /= 0,18. Осевой упор заготовки происходит в опору С со сферической головкой. Р ё'ш е н и е. Силу закрепления определим, считая, что момент резания воспринимается трением на цилиндрической поверхности заготовки. По расчетной формуле для случая, показанного на рис. 41, г, . а где k - коэффициент запаса; R - радиус заготовки. При ручном зажиме, используя данные табл. 12, найдем А = 2,25; Q= 2:25:30000 - Определим номинальный диаметр резьбы, приняв а = 80 Н/мм} Момент затяжки винта М = O.lrfQ = 0,Ы2-5200 = 6240 Н-мм. По найденному моменту затяжки выбираем (см. табл. И) рукоятку-звездочку винта с размером rf = 60 мм. Пример 2. Для схемы закрепления заготовки, показаииой на рис. 93, б, определить силу закрепления Q и диаметр пневмоцилиндра D. Исходные данные: силы резания при фрезеровании = 5000 Н и Pj, = 2000 Н; длина заготовки / = 250 мм; hi ~ 600 мм; Ла = 3 мм, 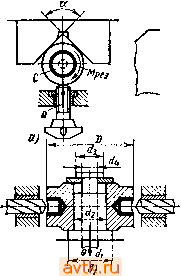
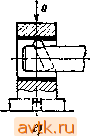 Рис. 93. Схемы для расчета сил закрепления Решение. Пренебрегая трением на опорах и весом заготовки, можно ваписать условие равновесия как сумму моментов относительно точки О: ~ (Qhi + fQl) - PJii - Pyl = 0. Принимая коэффициент трения между заготовкой и штоком пневмоци* линдра /= 0,16, получим Q = (PJi + Pyl) Л (5000-30 2000 250) :6500 Н. hi-\-tl 60 + 0,16-250 Коэффициент запаса k для заданных условий обработки (черновое фрезерование) найдем по ранее приведенным данным k 2,5. Окончательно Q= 6500-2,5=- 16 250 Н. Пренебрегая трением на опорах и весом заготовки и-приняв точку прилог жеиия сил Pz и Ру у ее правого края (в действительности эту точку следует взять левее, в том месте, где фреза врезается иа полную глубину), ориентируемся на самый невыгодный случай и получаем прн этом некоторый дополнительный запас в расчете величины Q. Приняв давление сжатого воздуха р = 0,6 МПа, получим диаметр пневмоцилиндра при его КПД 1] == 0,9 Т/ 4Q т/ 4 16250 , У Ч^-У ЗМ 0,9.0,6.10S= После округления до ближайшего большего нормального размера получим окончательно D = 200 мм. Пример 8. Определить силу на штоке зажимного устройства приспособления, показанного на рис. 93, е. В заготовке из стали 45 сверлят два отверстия диаметром 25 мм с подачей 0,35 мм/об. Размеры заготовки и опорных торцов (мм): В =. 100, di = 35, di = 30, rfa = 28, di - 22. Решение. При правильной геометрии режущей части сверла силы резания не могут вызвать смещение установленной заготовки, т. е. для расчета силы, о которой следует прижать заготовку к опорному бурту пальца, нет четких предпосылок. Допуск на угол при вершине сверла 2ф обычно равен ±2°. При неправильной заточке инструмента в пределах указанного допуска длины режущих кромок получаются разными. Это вызывает неуравновешенную радиальную составляющую, которая может привести к возвратно-поступательному и качатель-иому движению заготовки иа пальце. Согласно исследованиям [5] для данного случая эта составляюп1ая равна 65 Н. Такого же порядка радиальная составляющая может возникнуть из-за неравномерного затупления кромок сверла. Общая неуравновешенная составляющая Р в рассматриваемом примере может достичь величины 130 Н. Определим силу закрепления, при которой заготовка остается неподвижной в процессе сверления. Условие равновесия, при котором предупреждается качательное движение заготовки, запишется в виде 2ЙДР„--=-1-С/ Принимая зажимное устройство ручным, получим значение коэффициента запаса k =- 3,4. Коэффициент трения берем равным 0,16. Размеры D, di, dt, rf и di приведены на рис. 93, в. Коэффициент 2 в левой части формулы учитыиает сдиигающий момент от двух сверл. 3k АРуР (4-4 , di-di\ [4-4 Подставив известные величины, найдем Q = 9450 Н. Пример 4. У тонкостенного стального кольца размерами D = 90 м, d => = 80 мм н 6 = 20 мм окончательно растачивают виутреинюю поверхность. Момент резания Мрез= 25 Н-м. Установить возможность закрепления этого кольца в трехкулачковом патроне, если допустимая погрешность формы обработанной поверхности не должна превышать 0,1 мм. Решение. Из условия равновесия кольца Шрез= 3(3/-f- иаходим силу закрепления от одного кулачка 3fD Примем коэффициент запаса = 1,5.1,0-0,95-1,0-1,3-1,0-1,0-1,0 = 1,85 и коэффициент трения между кольцом и кулачками / = 0,12. В результате вычисления получим Q = 1730 Н. Прогиб кольца под кулачками (см. табл. 6) 61 = 0,016=0,05 мм. Выпучивание кольца между кулачками 6, = -0,014 = -0,045 мм. Получаемая погрешность формы A* = (6il + 62 1)2 = 0,19 мм; 154 1 ... 12 13 14 15 16 17 18 ... 28 |
|||||||||||||||
|
© 2004-2025 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон