

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Токсичность герметизирующих материалов 1 ... 25 26 27 28 29 30 31 ... 36 Необходимость грунтования и шпатлевания поверхности изделий перед окраской определяется требованиями к внешнему виду, материалом, из которого изготовлено изделие, условиями эксплуатации изделий и т. п. Как правило, для эксплуатации покрытий в условиях тропического климата грунтование обязательно. Шпатлевание производится в зависимости от состояния поверхности изделий, толщина шпатлевки не должна превышать 0,5 мм. Количество лакокрасочных слоев определяется условиями эксплуатации и классом отделки. Способ нанесения лакокрасочных материалов определяется масштабом производства, размерами и конфигурацией изделий и свойствами применяемых материалов. Сушка лакокрасочных покрытий может производиться в зависимости от применяемых материалов при различных температурах. Сушка при повышенной температуре сокращает длительность технологического цикла и повышает качество защитной пленки. Ниже приведены некоторые примеры применения лакокрасочных материалов. Пример 1. Покрытие лаками печатных плат, поверхностей зачистки облоя для повышения влагозащиты различных изделий, эксплуатирующихся в тропическом климате. Технологический процесс покрытия лаками состоит из операций очистки изделий от пыли и обезжиривания спирто-бензиновой смесью или спирто-хладоновой (хладон 11-3 - ТУ 6-02-60)-75) смесью в соотношении 1:1. Места пайки тщательно промываются спиртом, после чего осуществляется сушка при комнатнор температуре в течение 30 мии. Приготовленный по рецептуре и нужной вязкости лак (табл. 3-11) тщательно перемешивается и фильтруется через фильтр, состоящий из шести слоев батиста пли из технологического капрона. Полученный лак наносится иа изделия- (кистью, окунанием, пульверизатором и др.). Натеки лака удаляются, как правило, цен трофугированием, после чего производится сушка на воздухе в течение 30 мин по температурному режиму, приведенному в табл. 3-12. Пример 2. Покрытие металлических корпусов различных изделий для работы! в тропическом климате и в диапазоне температур -60-г--85°С осуществляется обычно эмалью ЭП-51 разных цветов с нанесением по грунтшпатлевке ЭП-00-10. Технологический процесс покрытия изделий эмалями сводится к подготовке изделий к покрытию, приготовлению шпатлевки ЭП-00-10 и ее нанесению, сушке шпатлевки и полировки (иногда), покрытию эмалью ЭП-51 и сушке эмали. Краткое описание этих операций приведено ниже. Обезжиренные металлические корпуса бензином, спирто-бензиновой или спирто-хладоновой смесью (соотношение 1:1) сушат при комнатной температуре в течение 30 мин. В шпатлевку ЭП-ОО-Ю (100 мае. ч.) вводится 8,5 мае. ч. отвердителя № 1, после чего ее тщательно размешивают и разбавляют Таблица 3-11 Рецептура и технологические параметры покрывных лаков
Режимы отверждения лаков Таблица 3-12 Слой лака УР-231 Э-4100 1-Й слой 2-й слой 3-й слой 60-65°С-2-3 ч или 100-ПОС 0,5-1 ч 75-80°С-2-3 ч или 110-120°С 0,5-1 ч 75-80°С-4-5 ч или 110-120°С-2-3 ч Для эксплуатации покрытия в тропическом климате сушка 3-го слоя должна быть при температуре 110- 120°С 150-160° С-1 ч 150-160°С-3 ч По требованию ТУ или чертежа на изделие допускается нанесение 3-го слоя с сушкой 150-160°С-3 ч Продолжение табл. 3-12
растворителем № 646 до вязкости по ВЗ-4 при 20°С 20-23 с для нанесения окунанием и до 17-20 с для нанесения пульверизатором. Затем шпатлевку фильтруют через три слоя марли. Готовить шпатлевку счедует перед употреблением для использования в течение 1-1,5 ч. Покрывают корпуса приготовленной шпатлевкой методом окунания или пульверизатором, после чего ее подвешивают или .центрофу-гируют и снимают натеки. Сушку корпусов осуществляют при, комнатной температуре в течение 4 ч, затем, их помещают в термостат, поднимают температуру до 60-70С, при которой выдерживают в течение 4-5 ч. Охлажденные корпуса можно отполировать с применением полировочной пасты до получения блеска, после чего покрыть из пульверизатора эмалью ЭП-51, предварительно профильтрованной через три слоя марли и имеющей вязкость по ВЗ-4 при 20°С 14-18 с (разбавитель № 646). Сушить корпуса следует при комнатной температуре 20-30 мин, а затем сушить первый слой эмали при 80-85°С - 1,5-2 ч или при 100-110°С-1 ч-1 ч 15 мин. Сушить второй слой эмали следует при 80-85С - 3,5-44 или при 100-110°С - 2,5-3 ч. Пример 3. Покрытие нагревостойких высокочастотных дросселей, работающих в условиях тропического климата и при воздействии температур от --60 до -Ь180±5°С, с применением лака ВЛ-1, эмали ФП-5105 и грунта ЭП-0104. Технологический процесс покрытия дросселей состоит из следующих операций: приготовления лака ВЛ-1, подготовки дросселей к покрытию, покрытия лаком ВЛ-1, приготовления грунта ЭП-0104 (ТУ 6-10-1124-71), покрытия грунтом ЭП-0104 и сушки, покрытия эмалью Ф'П-5105 и сушки, которые приведены ниже. 1. Лак ВЛ-1 поставляется в готовом виде или приготавливается из фторопласта 32Л марки Н, для чего его нужно растворить в смеси органических растворителей по соответствующей инструкции. Рабочая вязкость и разбавитель лака ВЛ-1 указаны в табл. 3-11. 2. Обезжирить дроссели бензином, тщательно промыть спиртом места пайки проводов к выводам до полного удаления остатков флюса и сушить при комнатной температуре 30 мин. 3. Лак ВЛ-1 нанести на дроссели, если их обмотки'выполнены проводом диаметром от 0,15 мм и выше (на дроссели с проводом диаметром менее 0,015 мм лак ВЛ-1 не наносить), затем просушить на воздухе при температуре 18-25С 1 ч и повторить указанные операции. На дроссели с диаметром провода выше 0,30 мм дополнительно нанести два слоя лака ВЛ-1 и сушить после каждого слоя на воздухе в течение 1ч. - 4. Взвесить необходимое количество грунта ЭП-0104, добавить к нему отвердитель (ВТУ № ОП-246-68) из расчета на 100 мае. ч. грунта 13,5 мае. ч. отвердителя и тщательно перемешать. Жизие-способиость грунта 48 ч. 5: Покрыть дроссели грунтом ЭП-0104 и выдержать на воздухе 1 ч, затем при температуре 80С - 3 ч. 6. Довести рабочую вязкость эмали ФП-5105 при температуре 18-25°С по вискозиметру ВЗ-4 до 24-26 с (разбавитель-бутил-ацетат) и покрыть ею дроссели. 7. Сушить дроссели при температуре 18-25°С - 2 ч. 8. Операции 6-7 повторить 2 раза. 9. Поместить дроссели в сушильный шкаф, поднять температуру до 120°С и выдержать при ней 3 ч. бтсутствие трещин в этих покрытиях йри йсПытаййях на fepii6-удары -60-1-+185°С объясняется повышенной эластичностыо покрывного лака и эмали, имеющих в своей основе фторопласт 32Л. Высокочастотные дроссели в указанном исполнении вьщержи-вают испытание увлажнением (56 сут) при относительной влажности 98% и температуре 40°С. В этих условиях изменение индуктивности не превышает 1%, а снижение добротности составляет около 3%. Описанное покрытие грибостойко (рост грибов не превышает 1 балла). Покрытие этих дросселей можно вьшолнять также методом напыления порошкообразными компаундами, например ЭП-49Д/2. Особые случаи герметизации с комплексным использованием нескольких герметизирующих материалов и технологических процессов. Непременным условием, гарантирующим высокое качество герметизируемых конструкций, Б которых одновременно используется несколько материалов, является их совместимость между собой, с прокладочными материалами, пластмассой, эмаль-изоляцией проводов ИТ. п. Наиболее ответственными изделиями, герметизируемыми методом литой изоляции, являются высоковольтные трансформаторы с рабочим напряжением до 13,5 иВ. Для таких изделий особенно важно отсутствие в конструкции включений воздуха, приводящего к пробою за счет ионизации. Для уменьшения возможности образования пустот и пузырей высоковольтные изделия должны заливаться хорошо отвакуумиро-ванным компаундом. При сложной конфигурации и-высоких рабочих напряжениях необходимо вакуумировать изделия до заливки и заливку компаундом производить под вакуумом. Ниже рассмотрены некоторые примеры герметизации несколькими материалами изделий, работающих в жестких климатических условиях. Пример 1. Герметизация высоковольтных трансформаторов закрытой * конструкции методом заливки, работающих в, диапазоне температур -60-н-Ь140°С. Учитывая различие ТКЛР металла магнитопровода и заливочного компаунда, а также температурные условия их работы в закрытой конструкции, предусматривают защиту магнитопровода демпфирующим эластичным компаундом, обладающим хорошей адгезией к заливочному компаунду. В этом случае процесс герметизации изделия может осуществляться по следующей схеме. I. Заливка магнитопровода эластичным компаундом типов, например, Kir-102, КТ-Ш2, КТ-102МО. П. Пропитка обмоток эпоксидным компаундом марок ЭПК-4 или УП-5-111-1. III. Заливка эпоксидным компаундом марок ЭЗК-10 или УП-5-М 1-ЗСП. Заливка магнитопровода эластичными компаундами типов КГ-102, КТ-102 или КТ-102МО. Технологический процесс заливки магнитопроводов сводится к операциям подготовки форм и. самих магнитопроводов, приготов- В закрытой конструкции магнитопровод заливается вместе ,с катушкой. лейию компаунда, заливке и стверждению - его, которые приведены ниже. 1. Очистить форму от пыли и грязи, промыть в ацетоне или то- луоле и смазать ее внутреннюю поверхность антиадгезионной смазкой, которую просушить при температуре, указанной в табл. 3-13. 2. Очистить магннтопроБод от пыли и протереть лоскутом, смоченным в ацетоне, после чего закрепить его в заливочной форме, которую прогреть до температуры Зб+б^С. 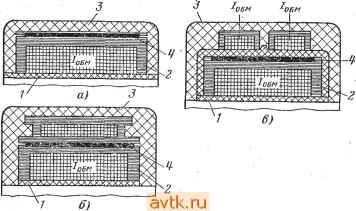 Рис. 3-26. Конструкции литой изоляции высоковольтных трансформаторов. / - гильза; 2 - межслоевая изоляция; 3 -литая изоляция; 4 - экран. 3. Приготовление компаундов КГ-102, КТ-102 или КТ-102МО осуществлять, как указано в примере 4, с. 247. 4. Поместить .форму в вакуумную/установку, залить компаундом и вакуумировать в течение 5-20 мин в зависимости от габарита магнитопровода при остаточном давлении -1,3-2,0 кПа и температуре 7б±б°С, после чего снять вакуум и извлечь форму. 5. Поместить форму с залитым магнитопроводом в сушильный -шкаф и выдержать при температуре 85±5°С в течение 5-6 ч. Разобрать форму, извлечь магнитопровод. Пропитка обмоток эпоксидным компаундом ЗПК-4 или УП-5-111-1 осуществляется по технологическому процессу, изложенному на с. 243. Заливка эпоксидным компаундом типа ЭЗК-Ю или УП-5-111-ЗСП. Заливка высоковольтных изделий производится в зависимости от конструкции ..литой изоляции (рис. 3-25,а-б). В конструкции изоляции на рис. 3-25,а заливаются катушки первичной обмотки. В конструкции изоляции на рис. 3-25,6 заливаются катушки первичной и вторичной обмоток, в этом случае изделия предварительно пропитываются и проходят процесс отверждения. В конструкции изоляции на рис. 3-25,в заливаются катушки с литой изоляцией . между обмотками. Вторичные обмотки трансформатора пропитываются непосредственно перед заливкой в форме я отверждение пропиточного компаунда не производится. Ниже представлены технологические схемы заливки высоковольтных изделий. Технологические схемы для конструкций изоляции на рис. 3-25,а и б включают подготовку формы и изделий, приготовление компаунда, заливку изделий и отверждение компаунда. Подготовка формы и нанесение разделительного слоя смазки осуществляются аналогично примеру 1 на с. 257. 6. В охлажденную до температуры 45±5°С форму установить и закрепить предварительно пропитанное изделие, поместить в сушильный шкаф (температура под заливку компаундом ЭЗК-10 - 135±5Х; под заливку компаундом УП-5-Г11-ЗСП - 120±5°С), в котором выдержать 2-4 ч в зависимости от типоразмера изделия. Приготовление-заливочных ком'паундов марок ЭЗК-Ю и УП-5-111-ЗСП, рецептура которых приведена в табл. 2-4, состоит из следующих операций. Предварительно прокаленный в противнях из нержавеющей стали при температуре 650±5°С в течение 6 ч пылевидный кварц и просушенный при температуре 110°С в течение 2-3 ч стеклопорошок после охлаждения до температуры 1-8-20°С просеивают через сито. Смолы ЭД-8 или ЭД-16, отвердитёли МТГФА или УП-607 расплавляют при температуре согласно данным, указанным на с. 254-255. Приготовление компаунда ЭЗК-10 осуществляется в смесителе установки. В расплавленную смолу ЭД-8 ввести расчетное количество пылевидного кварца, предварительно нагретого до температуры 125- 135°С, после чего тщательно перемешать. Смесь смолы и наполнителя вакуумируют при температуре 125-135°С и остаточном давлении 1,3-2,7кПа до исчезновения пузырей воздуха, после чего вводят расплавленный МТГФА и перемешивают до получения однородной массы. -Компаунд вакуумируют в теч-Ьние 5-10 мин при остаточном давлении /-2,7-4 кПа и температуре 125- 135°С. Жизнеспособность компаунда при температуре 135 -С 35-40 мин, при температуре 125°С 50-60 мин. Приготовление компаунда УП-5-111-ЗСП осуществляется -в смесителе установки. В расплавленную смолу ЭД-16 вводят расчетное количество пылевидного кварца и стеклопорошка СП-А, предварительно нагретых до температуры 105±5°С, тщательно перемешивают. Смесь смолы и наполнителей вакуумируют при температуре 105±5°С и остаточном давлении -1,3-2 кПа до исчезновения пузырей воздуха, после чего вводят расплавленный отвердитель УП-607 и перемешивают до получения однородной массы. Компаунд вакуумируют в течение 10-20 мин при остаточном давлении -1,3-2 кПа и температуре 105±5°С и вводят расчетное количество УП-606/2, тщательно перемешивают и вакуумируют 5-10 мин при остаточном давлении -1,3-Ч кПа и температуре 105±5°С. Жизнеспособность компаунда при температуре 105±5°С не менее 3 ч. Форму, подготовленную по п. 6, помещают в вакуумную камеру установки. Отверстие в форме должно совпадать с литниковой системой заливочной установки. Затем выдерживают форму с изделием при остаточном давлении 1,3-1,95 кПа и температуре 135±5°С для компаунда ЭЗК-Ю и 120±5°С для УП-5-111-ЗСП в течение 10 мин. i Устанавливают вакуум в смесителе 1,3-2,0 кПа (температура компаунда ЭЗК-Ю 125-135°С, компаунда УП-5-111-ЗСП 105±:5°С). Открывают кран смесителя и небольшой струей заполняют форму, после этого перекрывают кран, соединяющий смеситель с вакуумной камерой, и снимают вакуум. Формы извлекают и помещают в сушильный шкаф, нагретый до температуры 100 ± ±5°С для отверждения по режиму: Компаунд ЭЗК-10 Компау1Д УП-Б-111-ЗСП Температура °С Время, ч Температура, °С Время, ч 100+5 .... 4 100+5 .... 12 120+5 .... 15 120+5 .... 4 135+5 .... 10 140+5 .... 12 По окончании отверждения сушильный шкаф отключают и охлаждают до комнатной температуры вместе с изделиями, после чего форму разбирают. Технологическая схема заливки изделия, имеющего конструкцию изоляции на рис. 3-25,е включает подготовку изделий и формы, приготовление пропиточного компаунда, пропитку изделий, приготовление заливочного компаунда, заливку изделий и отверждение компаунда. Высоковольтные выводы очищенного от пыли изделия обмотать фторопластовой пленкой. Затем подготовить форму аналогично примеру 1 на с. 257. После этого приготовить компаунд ЭПК-4 или УП-5-111-1 (с. 281), нагреть форму с изделием до темпе- ратуры 90±:5°С для компаунда ЭПК-4 и до 105±5*С дли компаунда УП-5-1 П-1 и поместить в бак пропиточной установки. Температура в баке 90±:5°С для компаунда ЭПК-4 и 105±5°С для компаунда УП-5-111-1. Залить пропиточный компаунд в форму с изделием. Установить остаточное давление в пропиточном баке 1,3-2,0 кПа и выдержать 15-20 мин, после чего снять вакуум, дать давление 0,2-0,3 МПа и выдержать 3-5 мин. Следить за тем, чтобы компаунд полностью покрывал пропитываемое изделие. Пропитку таким образом повторить дважды. Затем приготовить компаунд ЭЗК-Ю или УП-5-111-ЗСП. Извлечь форму из пропиточнго бака, поместить ее на противень в камеру вакуум-заливочной установки. Отверстие для заливки в форме должно совпадать с литниковой системой заливочной установки. Вакуум установить 1,3-2 кПа, открыть кран сме-. сителя и небольшой струей заполнить форму, вытесняя пропиточный компаунд. После вытеснения пропиточного компаунда и заполнения формы заливочным компаундом перекрыть кран, соединяющий смеситель с вакуумной камерой. Извлечь формы. Отверждение компаунда произвести по режиму, указанному выше. Компаунд УП-5-111-ЗСП может применяться для изделий, работающих при температуре до 180-200°С (продолжительность устанавливается опытным путем). В этом случае следует выполнять отверждение по следующему температу1шому режиму: 100°С-12 ч, 14{)°С -6 ч и 200°С -6 ч. На рис. 3-26 показача форма с изделием, подготовленным к заливке, а на рис. 3-27 герметизированные высоковольтные трансформаторы. Пример 2. Герметизация трансформаторов ТВС компаундами на основе ненасыщенной полиэфирной смолы ПН-69. В этих изделиях напряжение при повышенной частоте достигает 16-25 кВ. Поэтому особенно важно отсутствие воздушных включений, вызывающих явления ионизации, пробоя или дуги, следствие которых -выход изделия из строя с возможным его загоранием. В этом случае необходима пропитка кампаундами с высокой электрической прочностью при сохранении в пределах нормы других параметров (tgS, е и др.). Помимо обычных требований к технологическим свойствам рассмотренных выше компаундов, к этим пропиточным компаундам предъявляются также требования самозатухаемости отвержденного компаунда, влагостойкости, хороших механических свойств стабильности параметров в диапазоне температур -60--Ы20°С , в условиях относительной влажности 98% при температуре 40°С и грибоустойчивости.  Рис. 3-26. Форма для заливки трансформаторов.  Рис. 3-27. Высоковольтные трансформаторы с литой эпоксидной изоляцией. Одним из многих компаундов, удовлетворяющих вышеуказанным требованиям, является компаунд на основе ненасыщенной полиэфирной смолы. Компаунд состоит из смолы ПН-69, стирола, гидроперекиси изопропил-бензола и нафтената кобальта. В целях увеличения жиз- неспособности пропиточного компйунда в его состав вводится гидрохинон. Вышеуказанный компаунд применяется для пропитки; для использования в качестве заливочного материала в него вводятся наполнители, например тальк, кварц пылевидный, белая сажа и др., а также хлорсодержа-щие полимеры (например, поливинилхлорид) и трех-окись сурьмы. Технологическая схема, процесса пропитки и заливки состоит из операций подготовки изделий к пропитке и заливке, подготовки компонентов и приготовления пропиточного и заливочного компаундов, пропитки, заливки и отверждения изделий, выполнение которых приведено ниже. 1. Очистить изделия от пыли и просушить при температуре 100°С в течение 2-3 ч. 2. Формы пластмассовые- (полиэтилен, полиамид и т. п.) протереть тампоном, смоченным в бензине, а в случае применения металлических форм нанести разделительный слой антиадгезионной смазки. 3. Подготовка компонентов и приготовление компаундов: а) пропиточный компаунд-отвесить расчетное количество компонентов и ввести в смесительный бак вакуум-пропиточной установки в следующей последовательности: смола ПН-69, гидрохинон марки А, нафтенат кобальта, стирол и гидроперекись изопропилбензола (Гипериз), после чего тщательно перемешать, жизнеспособность пропиточного компаунда несколько суток; б) заливочный компаунд-отвесить расчетное количество компонентов и ввести в смесительный бак вакуум-пропиточной установки в следующей последовательности: смола ПН-69, стирол, нафтенат кобальта, тальк молотый, поливинилхлорид ПХВ-С70 суспензионный, трех-окись сурьмы и Гипериз; все наполнители перед введением должны быть просушены и просеяны; тщательно перемешать до получения однородного состава; жизнеспособность заливочного компаунда не бо-. -лее 2 ч. 4. Заполнить бачок пропиточным компаундом и поместить в него катушки, так чтобы .уровень компаунда был выше пропитываемых катушек на 10-15 мм, и выдержать в компаунде при комнатной температуре и нормальном атмосферном давлении в течение 10-15 мин до полного исчезновениня пузырьков воздуха с поверхности пропиточного состава. 1 ... 25 26 27 28 29 30 31 ... 36 |
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон