

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Токсичность герметизирующих материалов 1 ... 24 25 26 27 28 29 30 ... 36 элййтНчйые (если й конструкции иМе1бтся йровоДа тонких сечений или чувствительные к механическим воздействиям материалы или приборы) или жесткие пропиточные материалы и компаунды. В качестве пропиточного компаунда может использоваться компаунд МЕК-1, а если нужен эластичный компаунд, последний пластифицируется трикрезилфосфатом (:МБК-2). Технологический процесс пропитки и обволакивания. 1. Изделия, подлежащие герметизации, очищаются от пыли, после чего производится защита (составы указаны на с. 307) выводных концов, резьбовых отверстий и т. п. от попадания компаунда. Изделия сушатся Б автоклаве при остаточном разрежении 2-2,6 кПа и температуре 70±5°С в течение 3 ч либо в сушильном шкафу при температуре 110+5°С Б течение 5-6 ч, и затем их охлаждают до 20±5 С, ие вынимая из сушильного устройства. Заполняют компаундом МБК-1 с вязкостью 30-60 с по вискозиметру IB3-4 .емкость с изделиями, помещенную в автоклав. 2. Залитые компаундом МБК-1 изделия вакуумиру15)тся в течение 30 мин при температуре 20+5°С и остаточном давлении ~2- 2,7 кПа, а .затем выдерживаются под давлением 0,3-0,4 МПа в течение 5 мин. Этот режим повторяется. 3. Снимается давление, изделия извлекаются, подвешиваются для удалеяия избытка компаунда; выводные концы и другие детали, не подлежащие покрытию компаундом, протираются лоскутом, смо- ,ченным в ацетоне. 4. Отверждение пропитанных изделий осуществляется ,в сушильном шкафу при температуре вначале 90rh5°C в течение 4 ч и затем 125±5С в течение 10 ч, .после охлаждения изделий до температуры 2(ГС производится их обволакивание. 5. Для обволакивания изделий используется компаунд МБК сорт Б вязкостью 3-4 мин (первое обволакивание) или 7-10 мин (второе обволакивание) по вискозиметру ВЗ-4. 6. Изделия подвешиваются на приспособление и погружаются Б компаунд, так чтобы его уровень над изделием был не менее 20 мм, и выдерживаются до прекращения выделения пузырей воздуха, а затем изделия извлекают, дают стечь избытку компаунда, снимают потеки, протирают выводные концы и места, не подлежащие .покрытию компаундом, и изделия помещают в сушильный шкаф. 7. Отверждение осуи1ествляется по ступенчатому режиму: 90±5°С в течение 2 ч, 100±5°С -4 ч и 125±5°С -5 ч, после охлаждения производится аналогично первому второе обволакивание и отверждение при температуре 90±5° - 2 ч, 100±5°С -4 ч, 125±5°С-10-12 ч. Технологические указания. При пропитке компаундом МБК-2 следует руководствоваться теми же режимами, что и для МБК-1 (пример 4), время отверждения для различных изделий следует уточнять по величине Rus, указанной в технической документации на изделие; для пропитки можно применить компаунд МБК холодного отверждения, охлаждение его в процессе приготовления может быть осуществлено сухим льдом. Для ряда изделий может применяться вместо избыточного давления атмосферное. Это устанавливается качеством пропнткн (разрезкой пропитанных изделий). В некоторых случаях допускается производить обволакивание пропитанных изделий без отверждения после пропитки; двукратное обволакивание следует производить в том случае, если однократное не обеспечивает требований технических условий на изделие. При ©днократном обволакивании продолжительность полимеризации при температуре 125±5°С должна быть 10-12 ч. Обволакивание может производиться компаундом МБК.-1 вязкостью 30-60 с по вискозиметру ВЗ-4, наполненным слюдой. Компаунды МБК могут также применяться для заливки изделий. При вакуумировании формы с изделиями, залитыми компаундами МБК холодного отверждения, рекомендуется выдержка их с целью отверждения в течение 6-18 ч в атмосфере углекислого газа или азота при комнатной температуре. В случае горячего отверждения необходима выдержка при температуре 70±5°С в течение 10-18 ч. Иногда применяют дополнительный прогрев при температуре ПО- 125°С Б течение 6-8 ч. При конструировании изделий для последующей их пропитки и заливки компаундами МБК следует учия-ывать некоторые специфические особенности этих материал.-в. Например, в связи с повышенной эластичностью полимеров МБК крепление трансформаторов, дросселей и других изделий следует производить не по литой изоляции, а при помощи соответствующих металлических деталей, связанных с магнитопроводами. Следует иметь также в виду высокую адгезию компаундов. МБК и практически отсутствие усадки по стенкам форм, что важно учитывать при конструировании заливочных форм и выполнении процесса заливки. Покрытие порошкообразными эпоксидными компаундами на установках УНТ. В производстве тропикоустой-чивых ЭРЭ применяются полуавтоматические установки марки УНТ, с помощью которых осуществляется напы--ление изделий вибровихревым методом. Использование этого метода позволяет осуществлять одновременное напыление с требуемой толщиной металлических и неметаллических поверхностей без при мене--ния предварительной шпатлевки имеющихся в конструкции неплотностей. Напыление осуществляется порошкообразным эпоксидным компаундом марки ЭП-49Д/2. Температура расплавления порошка ЭП-49Д/2 130-140°С, а отверждения 145±5°С (в течение 6-10 ч). По электрическим и механическим свойствам порошкообразный компаунд ЭП-49Д/2 не уступает лучшим эпоксидным компаундам, срок его хранения не менее 6 мес. Для напыления различных изделий существует ряд установок, например, для крупногабаритных трансформаторов и дросселей рекомендуется комплект оборудования УН.Т-1 (рис. 3-.18), а для малогабаритных УНТ-2 (рис.3-19). Их производительность не менее 100 000 изделий в год. В комплект оборудования установки для напыления крупногабаритных изделий входят уставов- ка нагрева УН-1, установка напыления УНТ-1 и стол для обработки напыленных изделий СНТ-1. Установки УН предназначены для предварительного нагрева изделий перед напылением и для отверждения напыленного слоя. Установка УН-1 состоит из шкафа, пульта управления и регулятора напряжения. Изделия нагреваются горячим воздухом, циркулирующим в камере нагрева, с по-  Рис. 3-18. Общий вид оборудования для напыления крупногабаритных изделий. мощью центробежного вентилятора и калорифера. Скорость воздуха колеблется от 5 до 15 м/с в зависимости от сечения камер и воздуховодов. В камере нагрева находятся шесть горизонтальных полок и отводов, направляющих воздух вдоль полок. Частичное обновление воздуха регулируется заслонками, расположенными в воздуховоде. Трансформаторы и дроссели загружаются в установку УН-1 и выгружаются из нее с помощью подъемника. Контроль и регулирование температуры внутри шкафа осуществляются двумя милливольтметрами, пультом управления и автоматическим выключателем. Изделия, предварительно нагретые в УН-1 до температуры 145±5°С, передаются на УНТ-1. Установка УНТ-1 (рис. 3-20) состоит из ванны напыления 8 с расположенной на дне пористой перегородкой из песчаника и печи 7 нагрева изделий и оплавления покрытий. Шток с держателем / изделий 2 охлаждается циркулирующей внутри него водой, чтобы не было прилипания напыленного порошка.  Рис. 3-19. Установка УНТ-2 для напыления малогабаритных изделий. До начала работы установки задается режим напыления: время напыления и оплавления, а также количество этих циклов. Кратность цикла напыления - оплавления может быть от 2 до 10 в зависимости от типоразмера изделия. Предварительно подготовленные к напылению изделия устанавливают на держатель, жестко смонтированный на штоке. При включении кнопки пуск печь опускается в нижнее положение и нагревает изделие до нуж- ной температуры. По истечении времени предварительного нагрева шток опускается в нижнее положение и тем самым переносит держатель с изделием в ванну напыления, затем после автоматической выдержки поднимается в верхнее положение, подавая изделие в печь для оплавления напыленного слоя. В это время включается вибрационная система, смонтированная в верхней части Охлаждаю-,-, щаяВода 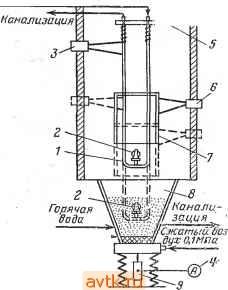 Охлаждающая вода Рис. 3-20. Схема установки УНТ-1. / - держатель; 2 - изделие; 3 - механизм подъема держателя; 4 - электродвигатель; 5 - стряхиватель; 6 - механи м подъема печи иагрева; 7 - печь нагрева; 3 - ванна напыления; 9 - вибратор. штока, которая производит стряхивание излишков порошка с поверхности изделия. Для малогабаритных изделий объемного и печатного монтажа применяется второй комплект оборудования-установка УНТ-2 (рис. 3-19). В.от.пичие от установки УНТ-1 в УНТ-2 механические редукторные системы подъема держателя изделий и ресщ §амень1 на пневт МйГйческие, й й зависимости от команд, поступающих от электросхемы установки, держатель изделий и печь занимают нижнее или верхнее положение. Для стабилизации скорости подъема и опускания штоки пневмоци-линдров связаны со штоками гидроцилиндров. Скорость подъема и опускания регулируется с помощью дросселей. Установка УНТ-2 снабжена съемными стаканами VZZZZZZZZZZZZZZ,  Б У 7Л Сжатый воздух v 0,ЗМПа Рис. 3-21. Схема стола СНТ-1. / - механизм подъема; 2 - станина; S - стойка; 4 - нзделне; 5 - печь подогрева; 6 - столик подъемный; 7 - золотник электромагнитный. напыления вместимостью до 5 л (в УНТ-1 -стакан вместимостью 14 л). Ванна напыления в УНТ-2 имеет окно со стеклом, на которое нанесены деления для наблюдений за расходом порошка, высоты псевдоожиженного слоя и т. п. Порошок из ванны удаляется через дренажное устройство. Воздух, подаваемый в ванну напыления с целью создания псевдоожиженного слоя, предварительно подогревается. Напыленные изделия поступают для отделки на стол СНТ-1, схема которого показана на рис. 3-21. Принцип работы стола следующий. Напыленное изделие 4 подают на одно из рабочих мест (в установке УНТ-1 имеются дЁа рабочих Места, а ё УНТ-2 -четыре) и вместе с защитной подложкой устанавливают на палец вращающейся стойки 3. При вращении изделия в удобном для рабочего положении производят очистку от напыленного покрытия лепестков и выводов, выравнивание напыленного слоя и т. п. Если рабочий не успел закончить обработку напыленного покрытия и оно затвердело, изделие снимают с пальца вращающейся стойки и устанавливают на столике 6 закрепленного на стойке механизма подъема/. Затем, нажимая кнопку пуск ,. на панели автомат , изделие поднимают в печь, где оно автоматически выдерживается с помощью реле времени. После этого столик с изделием опускается в ниж- J нее положение, нагретое изделие вновь- устанавливают на палец вращающейся стойки, где производят окончательную отделку напыленного слоя, после чего готовое изделие поступает на отверждение напыленного слоя, контрольные операции и маркировку. .В комплект установки УНТ-2 входит установка нагревания УН-2, кото- , рая аналогична выщеописанной установке УН-1, но отличается от нее меньшими габаритами и компакт-ностью, так как в ней осуществляются операции предварительного нагрева и полимеризации малогабаритных изделий. В табл. 3-10 приведена сравнительная техническая характеристика двух комплектов оборудования для напыления крупно- и малогабаритных трансформаторов и дросселей. Оборудование отличается простотой и технологичностью изготовления изделий методом напыления. Технологический процесс напыления состоит из опе- Техническая характеристика комплектов оборудования для напы Характеристики Установки напыления
Потребляемая мощность, кВт Количество одновременно напыляемых и обрабатываемых изделий Время разогрева оборудования до рабочей температуры, ч Бремя подъема и опускания держателя и печи, с Цикл работы, мин Макси.мальная температура, °С Габаритный размеры, мм: установки Пульта управления са, кг: установки пульта управления раций: подготовки изделий к напылению, процесса напыления и обработки напыленного покрытия и отверждения покрытия. Технологические операции процесса напыления эпоксидными порошками намоточных изделий. 1. В подготовку изделий к напылению входят зачистка контактных выводов от пропиточного лака, очистка от пыли, обезжиривание бензином, укладка демпфера на острых ребрах магнитопровода и обоймы (в случае напыления всей поверхности трансформаторов и дросселей броневой конструкции), установка площадок под основания трансформаторов и дросселей, нагревание в установках УН-1 или УН-2 при температуре 130-150°С в течение 3-7 ч в зависимости от типоразмеров изделий. 2. Нагретые изделия устанавливаются на держатель установки УНТ-1 (УНТ-2), и производится напыление по автоматически задаваемому режиму для каждого ти- ..поразмера изделий. Как правило, минимальное количество циклов напыление - оплавление 3, а максимальное 8. 3. Время выдержки в псевдоожижепном слое 3-5 с, а в терморадиационном оплавителе 10-20 с при температуре 370±10 С. 4. Напыленное изделие устанавливается на стол СНТ-1 (СНТ-2) для обработки напыленного слоя. Допускается дополнительный нагрев напыленного изделия в печи стола в течение 20 с. 5. Изделия, обработанные на столе СНТ-1 или СНТ-2, поступают в установку УН-1 или УН-2, где при Таблица 3-10 лешя крупно- и малогабаритных изделий
fekllepaType l45±5*C покрытия OTEepiJaaiotcH от 6 дб 10 ч, после чего изделия осматриваются. Если имеются дефекты (раковины, свищи и т. п.), их устраняют заделкой специальными компаундами, затем маркируют и осуществляют контроль на соответствие техническим условиям на эти изделия. Образцы изделий, напыленных компаундом ЭП-49Д/2 на установках УНТ, показаны на рис. 3-22. Автоматически задаваемый режим на установках УНТ-1 и УНТ-2 обеспечивает получение повторяемости  Рис. 3-22. Изделия, напыленные компзу11дом ЭГ[-49Д/2 на установке УНТ.  Рис. 3-23. Напыленные изделия, в которых металлические деталц 2) крепятся за счет адгезионных свойств напыленного покрытия. 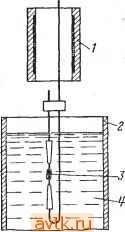 Рис. 3-24. Схема напыления эпоксидным компаундом изделий (высокочастотных дросселей). / - нагреватель; 2 - камера напыления; 5 - изделие; 4 - псевдоожиженный порошок. как ПО толщине покрытия, так и по габаритным размерам напыленных изделий, а также идентичность их параметров. Высокие адгезионные свойства напыленного эпоксидного покрытия позволяют в ряде случаев совместить методы влагозащиты и склеивания отдельных крепежных деталей', исключив тем самым применяющееся обычно механическое крепление (винтами, гайками, сваркой и т. п.). На рис. 3-23 показаны изделия, в которых механические детали крепятся за счет высокой адгезии напыленного слоя. Аналогично изготовляются трансформаторы с радиатором (рис. 2-31). Крепежные металлические детали (обоймы, радиаторы, основание и т. п.) предварительно обезжирива-, ются и нагреваются до температуры 150-160°С и в нагретом, состоянии на столе СНТ-1 (СНТ-2) одеваются на свеженапыленный слой, после чего изделия устанавливаются в струбцины, в которых они проходят термо-. обработку с целью отверждения напыленного слоя. На рис. 3-24 приведена принципиальная схема напыления изделий (ВЧ дросселей). Герметизация с применением покрывных лакокрасочных материалов. Технологический процесс покрытия изделий лаками и эмалями состоит из операций подготовки поверхности под покрытие, грунтования и шпатлевания, нанесения лакокрасочного покрытия и сушки покрытия. Подготовка .поверхности под покрытие необходима для обеспечения хорошей адгезии покрытия к материалу покрываемого изделия. Выбор метода и материала для подготовки поверхности зависит от материала изделия, конструктивных требований и условий эксплуата-. ции. Очистка поверхности может выполняться различ--ными способами: механическим, химическим и с приме-, пением ультразвука. 1 ... 24 25 26 27 28 29 30 ... 36 |
|||||||||||||||||||||||||||||||||||||||||
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон