

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Токсичность герметизирующих материалов 1 ... 23 24 25 26 27 28 29 ... 36 Отверждение компаундов производится немедленно после заливки форм. В табл. 3-7 приведены технологические параметры для некоторых наиболее применяющихся отвердителей. В целях ускорения оборачиваемости форм отверждение можно проводить в два этапа, первый этап в форме, а второй этап завершения отверждения вне формы. В табл. 3-8 приведены некоторые примеры температурных режимов отверждения компаундов в два этапа. Технологические и конструкционные указания по заливке. Перед заливкой изделия сушат при температуре 100±10°С с целью удаления из них влаги. В случае появления в процессе отверждения на крупногабаритных или металлонагруженных изделиях поверхностных трещин рекомендуется снизить температуру отверждения на- 20-40°С. В целях снижения остаточных напряжений в компаунде целесообразно проводить совместное охлаждение залитых изделий с сушильным шкафом, радиусы за--кругления выполнять равными толщине герметизирующего слоя в месте закругления, применять демпфирующие подслои или эластичные компаунды. Толщина слоя компаунда, сопрягаемого с металлом, устанавливается в зависимости от конструкции изделий, их габаритов и условий эксплуатации. Минимальная толщина компаунда в металлонагруженных морозостойких конструкциях должна быть примерно 3-4 мм, в ненагруженных- 1-2 мм. Толщина слоя компаунда, обеспечивающая стабильность влажностных характеристик изделий в условиях воздействия тропической влажности в течение 56 сут, должна быть в зависимости от конструкций не менее 1,2-3 мм. Рекомендуемые предельные отклонения толщины слоя компаунда на изделиях приведены ниже. Предельное Номинальная толщина слоя компаунда, мм отклонение От 5 до 7................ +2,5 От 8 до 13............... ±3,5 От 14 до 16............... +4,5 От 17 до 20............... +5,5 Качество готовых изделий во многом зависит от конструкции форм, крепления и центровки изделий в форме (см. §3-2). Все вышеизложенные в равной степени относится и к заливке изделий в .кожух, являющийся по существу формой, которая после заливки не отделяется от изделия. Кожуха могут изготовляться из металла (сталь, сплавы алюминия) и из пластмасс. Для заливки в кожух могут применяться как жесткие, так и эластичные компаунды, последние для заливки изделий в съемных формах применяются редко. Опыт работы показал возможность длительной эксплуатации изделий с компаундами холодного отверждения при температуре до 80-120°С, а горячего отверждения при 1Э0-150°С, однако в каждом отдельном случае для конкретных конструкций следует проводить соответствующие испытания. Бее операции, связанные с разогревом отвердителей, перемешиванием и вакуумированием компаундов, независимо от их назначения должны производиться с соблюдением мер по технике безопасности (см. гл. 6). Ниже рассмотрены различные примеры герметизации методом заливки. Пример 1. Заливка изделий, работающих в диапазоне температур от -60 до 80-IZOX, в формы или кожух эпоксидным компаундом ЭЗК-7. Технологический процесс заливки состоит из операций подготовки форм, кожуха и изделий к заливке, подготовки компонентов и приготовления компаунда, изготовления фиксирующих плрт (при необходимости), заливки изделий и отверждения залитого компаунда. Эти операции описаны ниже. Подготовка формы (кожуха) и изделий осуществляется притиркой внутренних поверхностей формы или кожуха тампоном, смоченным бензином, и нанесением а их ровного слоя антиадгезиоиной смазки, который следует сушить по режиму, указанному в табл. 3-13. Антиадгезионный слой на внутреннюю поверхность кожуха наносить нельзя. Подготовка изделий к заливке состоит из операций очистки их от пыли, обезжиривания бензином или другим растворителем и сушки на воздухе в течение 10-15 мин (для бензина). Кроме того, на поверхность изделия, не подлежащего заливке, наносится тонкий ровный слой 5-10% раствора полиизобутилена, который высушивается яа воздухе в течение 20-25 мин, а затем изделие устанавливается в подготовленную форму, которая дOJJжиa обеспечить заданную в чертеже толщину слоя заливки, а также защиту мест, не подлежащих заливке. Форма с изделием помещается в сушильный шкаф, нагретый до температуры 75±5°С, в котором выдерживается в течение 1-2 ч в зависимости от габаритов изделий, после чего ее извлекают из суимльного шкафа и передают на заливку. Подготовку компонентов компаунда (рецептура - см. табл. 2-4) °Ч^Ществляют по режимам, указанным на с. 254. Отмывку эфира БМА от гидрохинона производят по специальной инструкции. Количество пылевидного кварца, предварительно прокаленного при температуре ббО'С, подбирается опытным путем исходя из отношения объема металла конструкции, содержащегося в заливаемом изделии, к объему всего изделия. Обычно, если металла содержится до 10%. берут 100 мае. ч. наполнителя, от 10 до 20% - 120 мае. ч., от 20 до 60% -160 мае. ч. и более 50% -180-220 мае. ч. Для приготовления компаунда ЭЗК-7 необходимо взвесить компоненты компаунда и внести ях в емкость в следующей последовательности: смола, эфир БМА, касторовое масло, пылевидный кварц, тщательно перемешать с помощью механической мешалки и вакуумировать .приготовленную массу при температуре 60-65°С и остаточном давлении не более 1,3 кПа до исчезновения пузырьков воздуха. Сиять вакуум и в массу внести предварительно расплавлеи-  Рис. 3-13. Залитые эпоксидным компаундом импульсные трансформаторы. ное расчетное количество отвердителя ГМД, после чего перемешать стеклянной или пластмассовой палочкой компаунд медленным движением в одну сторону с тем, чтобы при перемешивании ие вводился в-компаунд воздух. Жизнеспособность компаунда 40-50 мин. Иаеотовление фиксирующих плат. Для обеспечения необходимого расположения изделий в форме и заданной толщины заливочного слоя могут применяться так называемые фиксирующие платы из того же компаунда, которым заливается изделие. Изготовление фиксирующих плат из компаунда ЭЗК-7 осуществляется Б форме дисков или пластин толщиной 2.-4 мм, которые отверждаются при температуре 80°С в течение 1 ч, после чего из них вырезаются нужной конфигурации платы. Фиксирующие платы можно отлить также в специальных формах. Заливка изделий приготовленным компаундом ЭЗК-7 осуществляется в подготовленные съемные формы или кожух с установленным в них изделием. Заполнение формы производится медленно тонкой непрерывной струей с одной стороны так, чтобы компаунд, постепенно поднимаясь со дна, вытеснял воздух из формы. Заполнение формы можно производить под давлением. Установка, с помощью которой осуществляется заливка малогабаритных изделий под давлением, приведена на рис. 3-4, а иа рис. 3-13 показаны залитые изделия. Залитые в форме или -кожухе изделия рекомендуется выдержать яа воздухе. В случае появления пузыря воздуха его следует проколоть, а затем изделия подвергнуть в сушильном шкафу отверждению при температуре 75d=5°C в течение 1 ч, после чего (с целью ускорения оборачиваемости форм) форму можио разобрать. СняГь с залитого изделия в горячем состоянии облой, очистить поверхность, не подлежащую заливке, и протереть тампоном, смочеииы.М' ацетоном (компаунд ацетоном не смачивать), после чего завершить процесс отверждения вне формы по одному из нижеприведенных режимов: 70±5 6 -6-10 ч, 85±5°С -4-5 ч, 100±5°С - 3-3,5 ч, 120±5°С-1,5-2 ч. Готовые изделия передаются на механическую обработку,- маркировку и контроль. Изделия, залитые компаундом ЭЗК-7, могут работать в тропическом климате. Компаунд ЭЗК-7 используется для закрепления оснований контактов в коммутациоиных изделиях, для заливки отдельных блоков, схем и т. п. Пример 2. Заливка изделий, работающих в диапазоне температур -бО-ЬНОТ. Технологический процесс подготовки формы и изделия к заливке состоит из аналогичных операций, что и в примере 1. Ниже приведены операции и режимы, соответствующие заливке изделий. 1. Изделия очистить от пыли, обезжирить тампоном, смоченным в бензине, и высушить на воздухе в течение 10-15 мин. 2. Выступающие части контактов изделия защ.итить 5-107о-ным раствором полиизобутилена в бензине и высушить на воздухе в течение 20-25 мии. 3. Промазать лаком ХСЛ, цапон и др. или раствором полиизобутилена основание контактов в месте, их выхода -из изделия, с тем чтобы заливочный компаунд при разогреве не -залил контакты. 4. Установить изделие в сушильный шкаф с температурой 100°С и выдержать в течение 30 мии. 5. Рецептура компаунда в мае. ч.: смола ЭД-16 - 100, полиэфир № 1-20, кварц пылевидный - 100, МТГФА (или uso-МТГФА) - 3,86.К и ДМА -0,1. Если необходим более вязкий -компаунд, можно пылевидный кварц заменить 40 мае. ч. белой сажи марки У-333. 6. Разогреть в сушильном шкафу при температуре 90°С все входящие в рецептуру' компоненты, за исключением ДМА и Изо-МТГФА, отвесить расчетные количества и внести в емкость в следующей последовательности: смола, полиэфир № 1, кварц пылевидный или белая сажа, тщательно перемешать, а затем влить ИЗО-МТГФА и ДМА. Снова перемешать и вакуумировать при остаточном давлении ~0,7-1,3 кПа при температуре 80-QOC в течение 20-25 мин, сиять вакуум. Жизнеспособность компаунда при температуре 704:; - около 6 ч. 7. Залить изделия компаундом, заливку производить с одной стороны формы (с целью вытеснения воздуха при заливке). 8. Отверждать в сушильном шкафу по ступенчатому режиму: ЮОХ-гч, 120°С -2чи 140°С -6 ч у уу у Выключить сушильный шкаф и охладить изделия вместе со шкафом до температуры 60-70°С, а затем извлечь изделия из шкафа. 9. Промыть бензином места изделий, смазанных раствором полиизобутилена, или удалить защитный лак и просушить на воздухе 0,5-1 ч. Заливка эпоксидным компаундом может быть с помощью различных приспособлений (рис. 3-2) либо шприцем (рис. 3-14). Пример 3. Изготовление коммутационных изделий с применением заливочных компаундов с целью влагозащиты. и закрепления контактов. к малогабаритным -коммутационным изделиям предъявляютсй весьма жесткие требования по обеспечению надежности л длительности срока службы при минимальных размерах и массе. Значительная часть конструкций (соединители, переключатели и др.) отличается большим количеством контактов при расстоянии между ними 1,3-2,8+0,02 мм. Прн изготовлении таких и аналогичных им коммутационных изделий применение обычных методов опрессовки контактов пластмассой затруднительно из-за трудоемкости установки в гнезда пресс-форм большого количества миниатюрных контактов, их смещения  Рис. 3-14. Заливка ламповой панели эпоксидным компаургдом с помощью шприца. деформации потоком пресс-материала в процессе прессования и возможных обрывов монтажных проводов при опрессовке. В связи с этим в ряде случаев закрепление контактов осуществляется заливкой эпоксидными компаундами. Технологический процесс изготовления таких изделий состоит из следующих основных операций. 1. Изготовление комплектующих деталей прессованием из пластмассы (корпус, колодка и т. п.), штамповкой контактов и т. д. 2. Сборка узла коммутации. 3. Заливка осн-ований контактов, глездных частей и монтажных проводов. 4. Отделочные операции (окраска, маркировка, лакировка -и др.). При выборе марки заливочного компаунда руководствуются техническими требованиями иа изделия (рабочая температура, электрические параметры, влагостойкость, механическая прочность и т. п.). Кроме того, предъявляются требования, связанные с технологичностью изготовления изделий в условиях серийного производства (жизнеспособность, малая продолжительность циклов заливки -и отверждения, минимальное к-оличество технологической оснастки и др.). Важным условием также является определение необходимой вязкости компаунда с целью предотвращения затекания его в систему. Наиболее приемлемыми по комплексу вышеуказанных требований обычно оказываются компаунды ЭЗК-7, ЭЗК-7Б, ЭЗК-25, УП-2164, УП-2193 и др. Применение метода заливки в коммутационных изделиях исключает возможность попадания внутрь изделий флюсов при пайке, обеспечивает высокую механическую прочность контактов, устраняет обрывы монтажных проводов, создает пылезашищенные конструкции и обеспечивает высокие электрические характеристики при воздействии тропической влажности в течение 56 сут, солнечной радиации, морского тумана и грибков.  Рис. 3-15. Малогабаритные коммутационные изделия с креплением контактов эпоксидными компаундами. Следовательно, применение метода заливки в ряде коммутационных изделий дает возможность выполнения заданных технических требований на изделия тропического климата и значительно упрощает как их конструкцию, так и технологию изготовления. На рис. 3-15 приведены малогабаритные коммутационные изделия с применением заливки эпоксидным компаундом. Пример 4. Герметизация изделий, устойчивых к воздействию повышенной температуры и термоударов (-60-Ь'150°С). Получение надежной конструкции изделий, устойчивых к воздействию термоудароБ в диапазоне температур -60-Ь15О°С, может достигатьс>1 с применением высоконаполненных компаундов. Однако высокое наполнение компаундов приводит к потере компаундами свойств текучести, что не позволяет осуществить герметизацию изделий методом заливки. Высоконаполненные компаунды можно получить методом пропитки и заливки маловязкими компаундами крупподисперсных наполнителей (гранулированный кварц, формовочные пески, ортосили-кат циркония и д.р.) с размером частиц 0,5-2 мм. Состав маловязких композиций
П р и м е ч> и не. К-эпоксиднсе число [смолы. В качестве маловязких композиций можно использовать различные компаунды. Рецептура некоторых из них приведена в табл. 3-9. Наряду с указанными компаундами для рассматриваемой цели может применяться также компаунд на основе модифицированной смолы ЭТУ-3 я отвердителя АМ-14 (см. выше). Однако температурный диапазон этого компаунда будет -60-н-)-100°С. На рис. 3-16 и 3-17 приведены схема и оборудование для вакуумной заливки изделий, предвапительно засыпанных наполнителем.  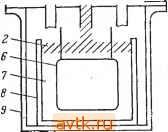 Рис. 3-16. Схема установки вакуумной заливки в наполнитель. / - к атмосфере; 2 - компаунд без наполнителя; 3 - к вакууму; 4 - клапаны (открыты); 5 - клапан (закрыт) ; 6 - изделие; 7 - наполнитель; 8 - форма; 9 - вакуумная камера. Наполнитель и изделие с целью .удаления влаги сушат в течение нескольких часов (в зависимости от габарита изделий) при температуре 150°С. Поверхности формы или кожуха обезжириваются бензином или другим растворителем, внутренняя поверхность формы покрывается антиадгезионной смазкой. При заливке в кожух смазка не применяется. 1осле помещения изделия в форму (кожух) в нее засыпается в необходимом количестве наполнитель. В процессе засыпки форма (кожух) подвергается вибрации с целью уплотнения иаполинтеля и лучшего заполнения формы, затем осуществляется пропитка под вакуумом при -остаточном давлении менее 0,1 кПа. Непременными условиями для выполнения этого процесса являются открытая поверхность формы и технологический запас по высоте, вмещающей необходимое количество компаунда в процессе пропитки. Технологический процесс состоит из следующих^ операций. 1. Нагревание компаунда до температуры 105±5°С. 2. Помещение нагретой до температуры 120±5°С формы с наполнителем в вакуумную камеру и создание вакуума с остаточным давлением менее 0,1 кПа и вакуумирование в течение 5--10 мин. 3. Заполнение компаундом формы с изделием и н-а-полнителем под вакуумом, а затем снятие вакуума, при этом запас компаунда сверху наполнителя должен быть высотой около 3 мм. По1Сле извлечения формы из вакуумной уста-новки излишек компаунда сливается и фюрма помещается в сушильный шкаф. 4. Отверждение происходит при температуре 1О0°С--12 ч, 120°С -4 ч и 140°С -12 ч. После разборки формы извлекается герметизированное изделие. Залитый компаунд обычно имеет соотношение объемов наполнителя к смоле 60: 40, обладает высокими прочностными харак-теристи-ками в условиях многократного воздействия Рис- 3-17. Впештит вид установки терм-оударов -60--1 БСС для заливки в наполнитель, (не менее пяти циклов). Применение метода заливки наполнителя пизковязкими компаундами исключает трудоемкую операцию перемешивания высоконаполненных компаундов с целью равномерного распределения паполия-теля по всему объему компаунда. Кроме того, уменьшается количество дорогостоящих компаундов и, следовательно, снижается стоимость герметизируемых изделий. Приготовление и применение обволакивающих компаундов. Герметизация методом обволакивания компаундами обеспечивает достаточно высокую влагостойкость изделиям благодаря повышенной в сравнении с образуемой лакокрасочными материалами толщине покрытия и хорошим влагозащитным свойством обволаки-рающих компаундов.  При герметизации этим методом вокруг всего изделия создается сплошная, плотно облегающая оболочка. Этот способ используется для герметизации как крупно-, так и малогабаритных изделий. Выше было отмечено, что изделия, герметизированные методом обволакивания компаундами, значительно меньше как по габаритам, так и по массе залитых. Кроме того, равномерное покрытие тонким слоем герметизирующего материала обеспечивает хорошее рассеивание тепла. Изделия, подлежащие обволакиванию, могут быть сложной конфигурации, но не должны иметь тонкие ребра или хрупкие выступы. В большинстве случаев сложные изделия или узлы подвергаются вначале пропитке. Это необходимо потому, что обволакивающий материал обладает, как правило, повышенной вязкостью, а также незначительным временем контактирования с изделием, из-за чего обволакивающий материал не может проникать в мелкие щели изделий. Обволакивание изделий может осуществляться как жидкими, так и порошкообразными компаундами. Метод обволакивания окунанием в жидкий компаунд. Для обволакивания этим методом используются обычные и тиксотропные компаунды. Свойство тиксотропности особенно важно для предотвращения явления стекания покрытия, появления натеков и т. п. Обволакивающими материалами могут быть компаунды на основе эпоксидных, полиэфирных, кремнийорганических и других смол, а также метакриловые компаунды типа МБК: Как правило, в них вводят' мелкодисперсные наполнители или их сочетания. В тех случаях, когда требуется тонкослойное покрытие, можно для герметизации однократным окунанием применять нетиксо-тропные материалы средней вязкости. Покрытия повышенной толщины могут быть получены несколькими погружениями в материал с промежуточной сушкой после каждого нанесенного покрытия. Для. герметизации методом обволакивания тороидальных конструкций, узлов и других деталей используются различные марки эпоксидных компаундов. Приготовление их осуществляется по специальным для каждого компаунда инструкциям. Технологический процесс обволакивания такими компаундами сводится к минимуму операций, обеспечива- ЮЩИХ Хорошую герметизацию при однократном окунании: окунание, желатинизация покрытия и отверждение. Наиболее целесообразно применять герметизирующие тиксотропные компаунды, обеспечивающие, как правило, за одно окунание покрытие толщиной 1-1,5 мм. Для герметизации методом окунания малогабаритных керамических, пленочных, в том числе высоковольтных, конденсаторов используются тиксотропные компаунды на основе эпоксидных смол ЭД-20 и ЭД-16, отвержда-емых ангидридным отвердителем (компаунды ЭК-43 и ЭК-242), а также аминным отвердителем (компаунд ЭК-91). Эти компаунды пластифицированы и содержат смесь мелкодисперсных наполнителей и пигментов. Известен также тиксотропный компдунд КЭТО-41, состоящий из эпоксидных смол ЭД-20 и ДЭГ-1 и отвердителя МТГФА, а также смеси наполнителей: слюда и тальк в соотношении 1,6:1 и мелкодисперсный кремнезем - аэ-росил-380. Приготовление этих компаундов аналогично обычным эпоксидным компаундам, а технология нанесения отдельных марок компаундов не одинакова. Так, например, часто производится только вакуумирование компаунда, а иногда весь процесс окунания выполняется под вакуумом, при этом технология обволакивания тиксотропным компаундом сводится к следующим операциям: предварительное вакуумирование изделий, окунание под вакуумом в компаунд с разрушенной (с помощью вибрации) тиксотропной системой, выдержка в компаунде при атмосферном давлении, извлечение из компаунда (при атмосферном давлении и вибрации). После окончания обволакивания компаунд, нанесенный на изделия, приобретает способность сохранять неизменной приданную ему форму (при отсутствии механических воздействий). Далее обволокнутое изделие подвергается отверждению при температуре, рекомендуемой для примененного компаунда. Ниже приведены примеры обволакивания изделий некоторыми жидкими компаундами. Пример 1. Герметизация изделий, работающих в тропическом климате и в диапазоне температур -60-f-125°C, компаундами МБ.К. В случае предъявления к изделиям высоких требований по механическим характеристикам необходимо обеспечить монолитность внутри конструкции, а для этого рекомендуется предварительная пропитка, при этом в качестве пропиточных материалов выбираются 1 ... 23 24 25 26 27 28 29 ... 36 |
||||||||||||||||||||||||
|
© 2004-2025 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон