

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Токсичность герметизирующих материалов 1 ... 22 23 24 25 26 27 28 ... 36 Б течение 4 ч и ISB+BX не менее 14 ч до установления величины -Лиз между обмотками, указанной в технической документации на данное изделие. В случае, если пропитанные изделия подвергаются в дальнейшем заливке, их можно сушить после пропитки при температуре 120±il(PC в течение 15-60 мин в связи с тем, что окончательное отверждение пропиточный компаунд получит при совместном отверждении с заливочным компаундом. Пропитку высоковольтных изделий можно также производить компаундами типа КП. Пример 4. Пропитка изделий различного класса агрево-отойкости эластичными пропитывающими матер.иалами МБК-2, КТ-Ю2МО, СКТ и СКТН. Подбор эластичных пропиточных составов, исключающих возможность обрывов тонких проводов, имеет большое значение при Миниатюризации различных элементов радиоэлектронной аппаратуры. Обрывы проводов могут происходить за счет усадки пропиточ- йых малоэластнчных составов, а также вследствие снижения их эластичности при низких температурах. Следовательно, для пропитки обмоток, изготовленных из провода тонкого сечения (диаметр менее 0,05-0,08 мм), должны применяться такие пропиточные составы, которые сохраняли бы эластичность в условиях низких температур. Наличие в ряде конструкций чувствительных к механическим воздействиям магнитопроводов -из пермаллоя п ферритов также требует применения эластичных пропиточных материалов в целях предотвращения уходов индуктивности и увеличения потерь в результате осуществления процессов герметизации. Пропитка -изделий, относящихся к классу -изоляции А-В, может осуществляться, например, эластичными компаундами МБК-2 и КТ-102МО, а к классу изоляции F - С - кремнийорганическими эла-стомерам.и типа СКТН, -раствором СКТ в бензине и т. п. Кремний-органические эластомеры сохраняют гибкость -при температуре -60°С и весьма мало изменяют свои свойства в результате прогрева при температуре до 200-250С. Кроме того они отличаются также высокой влагостойкостью. Пропитка обмоток компаундами МБК может производиться не только в формах с последующей блочной полимеризацией, но и погружением с последующим обволакиванием поверхности -изделия. При данном методе применяется компаунд МБК с малой вязкостью для пропиткп -(прп сложных обмотках) и с повышенной - для обволакивания. Технологический процесс пропитки изделий класса нагревостойкости А - В компаундом МБК-2 состоит из подготовки .изделий к пропитке, которая аналогична вышеописанным примерам 1, 2, и приготовления компаунда МБК, приведенного на с. 242. Подготовленные к пропитке изделия устанавливаются -на сетчатые поддоны', помещаемые в автоклав пропиточной- установки, или сушильный шкаф, нагретый до температуры 105+5°С, в котором они выдерживаются в течение 2 ч. После этого изделия охл'аждаются до температуры 40°С. (В случае, если сушка производилась в автоклаве, его обогрев следует выключить, создать остаточное давление ~1,3-2,7 кПа и выдержать изделия тюд вакуумом 10-15мин. Находящийся в сборнике компаунд МБК-2 перегоняется в автоклав при перекрытой вакуумной магистрали. Уровень компаунда должен быть выше пропитываемых изделий не менее чем на 20 мм, после чего создается остаточное давление в автоклаве ~1,3-2,7 кПа й изделия выдерживаются под вакуумом в течение 10-15 мин, а затем при атмосферном давлении 10 мин. Этот режим повторяется. Затем автоклав открывают, изделия извлекаются и подвешиваются иа приспособления (нли лодвергаются центрифугированию) с целью удаления излишков компаунда в течение 15-20 мин. После этого удаляются натеки компаунда лоскутом, смоченным в уайт-спирите. Пропитанные изделия выдерживаются на воздухе в течение 2 ч, после чего помещаются в сушильный шкаф при температуре 40°С и сушатся при температуре flO+SC - 4 ч, а затем при температуре 125+5°С -12 ч (в зависимости от габартов изделий). Технологическая схема процесса пропитки изделий компаундом КТ-102МО аналогична вышеприведенному технологическому процессу пропитки компаундом МБК-2. После очистки от пыли изделия подвергаются сушке в автоклаве или сушильном шкафу при температуре 85+5°С в течение 1-2 ч, однако перед пропиткой их следует охладить до температуры 60-70°С. Операции по приготовлению компаунда КТ-102МО и пропитке им изделий приведены ниже. 1. Приготовление компаунда КТ-102МО: а) просушить касторовое масло яри температуре 190-200°С - 2-3 ч; б) продукты 102Г и 102Т в соотношении: 20 мае. ч. (продукт 102Г) и 80 мае. ч. (продукт !Ш2Т) тщательно перемешать .и хранить в герметичной посуде; в) взвесить касторовое .масло - 79 мае. ч., смесь продуктов 102Т и 102Г - 21 мае. ч., толуол - 5-10% (от массы компаунда) и октоат олова - 0,3 мае. ч. Все компоненты тщательно смешать и вакуумн-ровать в течение 15-20 мин примерно при 0,3-1,3 кПа. Жизнеспособность компаунда КТ-102МО при комнатной температуре 80 мин, при 65Х - около 40 мин. 2. Поместить .изделия в емкость с компаундом, так чтобы уровень компаунда был выше изделий не менее чем на 20 мм, и загрузить их в автоклав, нагретый до температуры 70-SOC 3. Создать в авто-клаве остаточное давление ~1,3-2 кПа и выдержать при атмосферном давлении 5-10 мин. Эти операции повторить. 4. Открыть автоклав, извлечь пропитанные изделия, подвесить, дать стечь излишку компаунда, после чего снять атеки компаунда лоскутом, смоченным в ацетоне. 5. Сушить изделия на воздухе 30-40 мин, а затем при температуре 704=50 - 2ч либо на воздухе 24 ч. Технологическая схема пропитки компаундами КГ-102 и КТ-102 аналогична вышеприведенной. Полиуретановыми компаундами в ряде случаев осуществляется пропитка монтажных проводов с целью предотвращения их хрупкости при заливке изделий жесткими компаундами. Технологический процесс пропитки изделий, относящихся к .классу нагревосгойкостл F -С, раствором СКТ и компаундом СКТН состоит из операций, приведенных выше для изделий класса нагревостойкости А - В. Приготовление пропиточных эластичных материалов. Для приготовления 7% раствора СКТ нужно в колбу с обратным холодильником влить 100 мае. ч. бензина и ввести 7 мае. ч. каучука СКТ, после чего вьщержать на водяной бане до полного растворения СКТ. Хранить раствор СКТ следует в стеклянной банке с притертой пробкой. б) Для приготовления компаунда СКТН нужно в 100 мае. ч. СКТН ввести катализатор .К-1 в количестве 2-4 мае. ч. и тщательно перемешать. Хранить в стеклянной банке с притертой пробкой. Гехнологи 1ебкач схеМа пропитки изделий вышеуказанными эластичными материалами состоит из следующих операций. 1. Подготовленные к пропитке изделия сушить при температуре 100-125°С в течение 2-4 ч (в зависимости от габаритов изделий), а затем охладить до температуры бОС. Поместить в автоклав пропиточной установки и залить раствором СКТ или компаундом СКТН, так чтобы уровень жидкости был выше изделий не менее чем на 20 мм. 2. Закрыть автоклав и создать остаточное давление 2,6-5,2 кПа. Выдержать изделия 15 мин. Снять вакуум, дать избыточное давление 0,3-0,35 МПа и выдержать 15 мин. Указанный режим можно повторить. 3. Открыть автоклав, рынуть и лодвесить иа 15-20 мин изделия для удаления излишков пропиточного материала. Снять натеки пропиточных материалов лоскутом, смоченным в бензине. 4. Поместить изделия, пропитанные раствором СКТ, в сушильный шкаф и поднять температуру до 125Х, выдержать при этой температуре 3 ч. Выключить сушильный шкаф и охладить его вместе с изделиями. ГО- 10
О 20 40 ео Время, су г Рис. 3-9. Зависимость сопротивления изоляции (Лиз) низкочастотных катушек трансформаторов, пропитанных различными эластичными компаундами, от продолжительности воздействия тропической влажности (56 сут). / -МБК;-2: г -КГ-102: 3 - СКТ; 4 - Силтан-Д . 6. Изделия, пропитанные компаундом СКТН, выдержать на воздухе 5-6 ч. На рис. 3-9 приведены результаты измерения Лиз катушек трансформаторов типа TIBJIl, намотанных проводами ПЭТВ и ПЭТВ-Р диаметром 0,03-0,05 мм и пропитанных различными эластичными материалами. Перед выдержкой в течение 56 сут при относительной влажности 95-98% и 40°С трансформаторы были подвергнуты шоздейСтвию трех циклов термоударов (-60-=--125°С). Пример 5. Пропитка подстроечных конденсаторов и других изделий гидрофобизирующими жидкостями ПМС-400 (ГОСТ 13032-67) или Снлтан-Д ТУ 6-02-697-72 для работы в тропическом климате. (Гядрофобизирующие жидкости ПМС-400 и Силтан-Д обладают высокими электроизоляционными свойствами, влагостойкостью и грибостойкостью, в связи с чем обработанные этими материалами изделия могут эксплуатироваться в условиях тропического климата и в интервале температур от -60 до --200°С. Технологический процесс пропитки подстроечных конденсаторов состоит из следующих операций Конденсаторы и другие детали, подлежащие пропитке, должны быть тщательно обезжирены, для чего их помещают иа металлическую сетку и опускают на 2-3 мин в бензин, а затем извлекают, дают стечь бензину и сушат на воздухе 15-30 мин. В случае пропитки керамических и пластмассовых подстроечяых конденсаторов (рабочая температура пластмассы должна быть ие ниже ЮОС) необходимо проведение следующей предварительной .их обработки. (Конденсаторы помещаются в емкость из жаростойкого стекла, заливаются дистиллированной водой и кипятятся в течение 30 мин, после чего извлекаются из воды - помещаются в другую емкость с чистой дистиллированной водой и снова кипятятся в течение 30 мин, а затем переносятся в стеклянную или фарфоровую емкость для проведения сушки, которую следует вьшолнять при максимальной температуре экОплуата-ции, в течение не менее 2 ч. Время сушни для каждого И'з1дел)ия устанавливается экспериментально (в зависимости от обарудоваиия и метода сушки). Цроиитка изделий жидкостью П1МС-41ОО состоит из следующих операций. 1. Заиолинть бачок вакуум- ПрОЛИТОЧНОЙ установки ж1и|д1костью ПМС-4010 и положить в ирйемник установки высушенные детали (рис. 3-10). 2. Вакуумировать при остаточном давлении не более 0,1- 0,3 кПа до прекращения выделения пузырей воздуха из жидкости ПМС-400. 3. Открыть отверстие в дне бачка вакуум-лроииточяой установки и, не отключая вакуума, слить ПМС-4О0 в стакан с йропн-тываемыми изделиями. Уровень жидкости ПМС-400 над изделия1ми должен быть яе менее 10 мм. 4. Вакуумировать до прекращения выделения пузырьков воздуха, после чего снять вакуум и извлечь стакан с изделиями. 5. .Поставить стакан с изделиями и жидгадстью ПМС-400 в сушильный Шкаф и прогреть при температуре эксплуатации изделий 1,5 ч. 6. Вынуть стакан из сушильного шкафа, перенести изделия яа сетку, .дать стечь избытку жидкости ПМС-400 и уло>кить изделия в полиэтиленовую тару. Пропитка изделий жидкостью Сплтан-Д включает следующие операции. Ч. Высушенные, как указано выше, и юхлажденные до комнатной температуры изделия помещают в стеклянную емкость с притертой крышкой и заливают раствором Силтан-Д , состоящим из 23 мл Оилтан-Д и 110 мл бензина марки Б-70, и закрывают крышкой. Уровень раствора Силтан-Д над изделиями должен быть не менее 10 мм. 2. Выдерживают изделия в растворе Силтан-Д 15 мин, после чего извлекают.их из раствора и сушат на воздухе в течение 1 ч.  Рис. З-Ш. вакуумпой деисаторов. Установка пропитки для кон- 3. Сушку можно произвести по одному из следующих режимов: на воздухе при температуре 18-25°С в течение 2 сут, при температуре 60+54; в течение 2 ч, при температуре 85±5°С в течение. 1 ч, при температуре 105+5°С в течение 30 мин. Время сушки подстроечных керамических конденсаторов устанавливается по величине диэлектрических потерь, указанной в технических условиях яа них.  5 Ю 15 Время,сут Рис. 3-Ы. Зависимость емкости подстроечных конденсаторов, пропитанных жидкими диэлектриками, от продолжительности выдержки в условиях тропической влажности. / - непропитанных; 2 - ПМС-400; 3 - СКТН; 4 - КВ-ЗЭ; 5 - СКТН-1-ПМС-400; б -КВ-ЗЭ-1-ПМС-400; 7 - Силтан-Д . 8%; 8 - Силтан-Д . 40%; 9 - Си.1-тан-Д . 8% + ПМС-400. По вышеуказанной технологии пропитываются подстроечные конденсаторы различными жидкими диэлектриками отдельно и в сочетании ОПМС-400, СКТН, КВ-ЗЭ, СКТН-1-ПМС-400, кв-зэ-ь -}-ПМС-400, Силтан 87о+ПМС-400 и др.). Относительное изме-иение емкости конденсаторов во влажной атмосфере составляет от 1 до 9%, что подтверждает целесообразность пропитки конденсаторов кремнийорганическими диэлектриками (рис. 3-11).. В связи с высокой грибоустойчивостью жидкости Силтан-Д целесообразна обработка ею и аналогичными жидкостями всех изделий, к которым предъявляются требования повышенной грнбоустой-чивости, а также работающих при повышенной влажности с целью уменьшедия поверхностных утечек. Совмещенная пропитка с намоткой (компаундирование) Для типовых технологических процессов пропитки, н заливки характерны многооперационность, необходимость в Наличии специального оборудования (автоклавов) и соответствующих производственных площадей, а также значительная затрата времени. Кроме того, для лучшего заполнения пустот в обмотках изоляционным пропиточным материалом обычно применяется тренировочный режим и не менее двух пропиток. Однако даже в этом случае технологический процесс пропитки плотно намотанных изделий и особенно изделий, выполненных проводами тонких сечений, не обеспечивает проникновения пропиточного состава по всей обмотке, вследствие чего цементация Обмоток бывает неполной. Технологический процесс совмещения намотки с компаундированием, свободный от этих недостатков, осуществляется с помощью устройства (рис. 3-12) представляющего собой цилиндрический резервуар в центре дна iKOToporo имеется отверстие, в которое вставлен резиновый диск 2 с отверстием - фильерой. Диск прижимается к резервуару планкой 3, такщс .имеющей в центре отверстие Й перемещаемой винтами 4. При этом бен всех отверстий должны быть совмещены. Регулирование толщины покрытия осуществляется сжатием резинового диска в осевом направлении при помощи планки. Технологический процесс пропитки в процессе намотки, например, эпоксидно-метакриловым компаундом ЭПМ-2 состоит из следующих операций. 1. Приготовление компаунда ЭПМ-2 заключается во введении в него пасты перекиси бензоила. Для этого следует поместить пасту перекиси -бензоила (из расчета на 100 мае. ч. компаунда 3 мае. ч. пасты) в фарфоровую ступку и прилить половину расчетного количества ЭПМ-2. Размешать смесь до образования однородной массы, добавить оставшуюся часть навески ЭПМ-2 и снова перемешать массу. Жизнеспособность компаунда ЭПМ-2 при температуре 20+2°С 2 сут, а при Ъ°С до 4 сут. 2. Пропустить обмоточный провод через фильеру цилиндрического резервуара, установленного на намоточном станке, и заполнить резервуар компаундом ЭПМ-2. 3. Отрегулировать размер фильеры так, чтобы на проводе был сплошной и ровный слой 5<омпаунда. 4. Намотку производить согласно чертежу катушки на сердечник, плотно вставленный в оправку. 5. После -намотки катушки могут находиться на воздухе в не-заполимеризовавном состоянии не более 40 мин, после чего следует одеть сгр'Убци-ны и залрузить катушии в сушильный шкаф, нагретый до температуры Г25+5°С, и выдержать при этой температуре 1 ч. 6. Извлечь катушку из сушильного шкафа и снять оправку, изолировать нижний вывод от торца обмотки двумя слоями лакошелка или пленки, предварительно покрытыми компаундом ЭПМ-2. Закрепить ленту с контактными выводами и изолировать обмотку сверху согласно чертежу. 7. Загружать катушки в сушильный шкаф, нагретый до температуры 145±5°С. Рис. 3-12, Схема устройства для нанесения пропиточного материала на провод в процессе совмещенной намотки и пропитки катушки. 1 - резервуар (установлен на 5кладчике); 2 - фильера; 3 - планка; 4 - винты. - 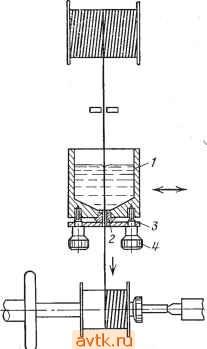 Длительность сушки определяется временем, необходимым для достижения заданного значения Лиз. Проверить катушку иа соответ- ствие чертежу, отсутствие обрывов и короткозамкнутых витков. Применение этого метода позволяет изготавливать катушки, которые наматываются при обычных скоростях проводами диаметром от 0,05 мм я выше. С помощью этого метода можно производить намотку на каркас, склеенный из бумаги, который в процессе намотки пропитывается компаундом Э'ПМ-2 и является хорошим изолятором. Кроме того, применение метода совмещенной намотки и компаундирования устраняет возможность замыкания витков провода через точечные повреждения. В сравнении с обычными методами пропитки этот метод более надежный и экономичный для катушек с малым количеством выводов (дроссели и т. п.). Приготовление и применение заливочных компаундов (заливка в кожух в съемные формы). Технология приготовления заливочных компаундов в основном состоит из подготовки исходных материалов, их смешения и вакуумировании смеси. Подготовка наполнителя заключается в его .предварительном прокаливании или просушивании и просеивании. Хранить наполнители следует в герметичной таре. Перед употреблением рекомендуется наполнитель просушить при температуре 120-150°С в течение 2-4 ч в зависимости от количества наполнителя. Смешение компонентов следует производить в вакуум-смесителе, имеющем мешалку и обогрев. Загрузку компонентов производят в предварительно промытый, высушенный и нагретый вакуум-смеситель с работающей мешалкой в следующем порядке: смола, пластификатор, наполнитель. Температура и продолжительность нагрева смеси зависят от применяемых пластификаторов, например, при применении пластификаторов МГФ-Э и тиокола температура смеси должна быть 70-SOC, а продолжительность нагрева при перемешивании 2-4 ч. Применение пластификаторов в количестве более 20% или активныхразбавителей более .15% от массы смолы ухудшает физико-механические и электроизоляционные свойства отвержденных компаундов. Более целесообразно применять для пластификации смолы ЭД-20 полиэфир МГФ-9, а смолы ЭД-16 -полиэфир 220. При выборе пластификаторов, разбавителей и отвердителей эпоксидных смол необходимо исследовать их нейтральность к эмаль-изоляции проводов (§ 2-3, с. 204). Для большинства компаундов температура смеси должна быть 105±5°С, а продолжительность нагрева при рабо- тающей мешалке 30-40 мин. Готовая смесь вакуумируется при вышеуказанных температурах при остаточном давлении -1,3-2 кПа. Продолжительность вакуумирования зависит от рецептуры, количества массы и практически составляет 25-50 мин до полного удаления воздуха с поверхности массы. При вакуумировании компаунд должен занимать не более /з объема загрузочной камеры вакуум-смесителя. В приготовленную смесь вводится предварительно расплавленный (если твердый) или жидкий отвердитель в количестве, рассчитываемом по эпоксидному числу. Рецептуры важнейших компаундов приведены в табл. 2-4. При введении отвердителей следует строго соблюдать температурный режим, так как при более высокой температуре может быть их возгонка (особенно ангидридов), а при пониженной температуре их выпадение из раствора. Как правило, ангидридные отвердитёли вводятся в предварительно нагретую смесь при работающей мешалке небольшими порциями. Следует иметь в виду, что неравномерное распределение отвердителя может привести к образованию на отдельных частях поверхности компаунда участков с липким слоем, которые могут оставаться даже в условиях эксплуатации. После смешения компонентов компаунда с отверди-телем и получения однородной массы компаунд вторично вакуумируется при остаточном давлении 1,3-2 иПа в течение 10-15 мин до полного удаления пузырьков воздуха с поверхности компаунда. При применении компаунда с отвердите'лями - алифатическими аминами (ГМД, ПЭПА, ДЭТА) вакуумирование после введения отвердителя часто не производят или производят при температуре 20±i5°C и остаточном давлении ~ 1,3-2 кПа в течение не более 5 мин из-за ограниченной жизнеспособности массы. Для исключения воздушных включений в компаундах, которые нельзя вакуумировать, рекомендуется осуществлять их подогрев, а также подогрев форм, в которые они заливаются, до температуры 40±5°С, при этом снижается вязкость компаунда и создается возможность лучшего удаления из него воздуха. При работе с компаундами холодного отверждения, содержащими алифатические амины, не рекомендуется BBOflHfb отвердитель при температуре выше 55°С. КоМ^ паунд следует приготовлять небольшими порциями, в противном случае в результате экзотермической реакции вязкость компаунда сильно возрастает, и жизнеспособность его резко сократится. При введении отвердителя в компаунд с температурой 55°С жизнеспособность массы составляет в среднем 20 мин, а при температуре 30°С до 50 мин. Ограниченная жизнеспособность компаундов с указанными отвердителями препятствует их широкому применению, особенно для изделий, которые требуют значительных количеств массы (несколько килограммов). Следует иметь в виду, что компаунды, отвержденные при комнатной температуре, рекомендуется подвергать термообработке при повышенной температуре (можно до i20°C). Это способствует улучшению их механических и электрических характеристик и обеспечивает их стабильность в условиях повышенной влажно-* сти. В отличие от алифатических аминов ароматические амины образуют компаунды значительно более жизнеспособные и с более высокими эксплуатационными характеристиками, но требуют горячего отверждения. Особенно целесообразно применение технологичных жидких ароматических аминов (например, АМ-14). Ниже приведены температуры нагрева некоторых наиболее применяемых компонентов при изготовлении компаундов. Температуры нагрева некоторых компонентов компаундов, С Смола ЭД-8................. 125-135 Смола ЭД-16................ 70-120 Смола ЭД-20 ................ 50-100 Смола ПДИ-ЗАК.............. 80+5 Каучук СКЦ-1 ............... 50+5 Касторовое масло .............. 140-150 Отвердитель УП-607 ............. 150+5 Метилтетрагидрофталевый ангидрид (МТГФА) ;90+5 кзо-Метилтетрагидрофталевый ангидрид (изо-МТГФА)............... 20 Малеиновый ангидрид МА.......... 70+15 Отвердитель СГ-2.............. 120-130 Гексаметилендиамин (ГМД) ..... .... 70+5 Полиэтиленполиамины (ПЭПА)........ 20 Метафенилендиамин (МФДА)........ 70-90 Ариламин АМ-14.............. 20 Продукт 102Т................ 70±5 Таблица 3-7 Технологические режимы применения отвердителей
Таблица 3-8 Температурные режимы отЕерждения некоторых компаундов
1 ... 22 23 24 25 26 27 28 ... 36 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2004-2025 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон