

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Токсичность герметизирующих материалов 1 ... 19 20 21 22 23 24 25 ... 36 Моем Технологического цикла до 5 -7 ч и Ёозможйоегь получения монолитных катушек, что не всегда достижимо для сложных многовитковых обмоток при типовых процессах. Совмещенный метод способствует сохранению гибкости выводных концов и значительно снижает перегревы обмоток за счет хорошего их заполнения. Сушка пропитанных изделий производится по режиму, рекомендованному для каждого пропиточного материала. Операцию пропитки можно исключить, когда изделия работают в условиях нормальной влажности, в не напряженном тепловом режиме и в отсутствие динамических нагрузок. Пропитка в ряде случаев нецелесообразна для таких изделий, как импульсные трансформаторы с малой длительностью импульсов или высокочастотные низковольтные катушки, так как применение пропитки обычно вызывает увеличение паразитных емкостей. При выборе пропиточного состава (лака или компаунда) должны учитываться следующие основные требования: хорошая пропитывающая способность (минимальная вязкость, малая величина поверхностного натяжения); нейтральность пропиточного м'атериала к изоляции проводов, металлам идругим материалам; достаточная цементирующая способность; высокие электрические и механические характеристики; длительная жизнеспособность* и, по возможности, нетоксичность; соответствие требованиям влагостойкости и классу нагревостойкости; минимальное содержание летучих. Кроме того, к пропиточным лакам и компаундам могут предъявляться иногда специальные требования, как, например, химостойкость, тропикоустойчивость и др. Температурный режим пропитки устанавливается на основании физических свойств пропиточных материалов, а также свойств и нагревостойкости изоляции изделий. При разработке намоточных изделий необходимо создавать конструкции, обеспечивающие хороший доступ внутрь обмотки пропитывающего материала и препят- * Для пропиточных компаундов - сохранение достаточно малой вязкости, обеспечивающей пропитывающую способность компаунда- ствующие вытеканию пропиточного состава из них, последнее может достигаться также технологическим приемом- вращением пропитанных изделий в процессе их сушки. Часто пропитку используют в сочетании с заливкой. Так, например, высоковольтные трансформаторы герметизируются одновременной пропиткой и заливкой эпоксидными компаундами. Заливка. Этим методом пользуются для заполнения компаундами свободного промежутка между заливаемой деталью, узлом или прибором и стенками негерметичного или герметичного корпуса (кожуха). Заливка широко применяется в случае необходимости получения относительно толстого изоляционного слоя (1 мм и более) или при необходимости получения изделий строго определенных размеров. Сокращение габаритов и массы изделий достигается в данном случае сближением деталей, так как при заливке затрудняется возможность замыкания токоведущих цепей вследствие ударов, вибраций и поверхностного перекрытия при увлажнении разрежении воздуха или загрязнении поверхности деталей. Кроме того, заливка дает возможность применять детали, незащищенные от (влаги и механических воздействий, что уменьшает габариты изделий и их стоимость. Заливка изделий производится обычно в хромированных и полированных стальных разъемных формах, покрытых внутри антиадгезионной пленкой с целью облегчения съема изделий. Залитые изделия особенно устойчивы к воздействию влаги, механических нагрузок и к изменению атмосферного давления. Заливка имеет и свои отрицательные стороны: при заливке увеличиваются потери в цепях высокой частоты, возрастают паразитные емкости, могут несколько увеличиваться масса и тепловая инерционность блоков, включающих сложные электронные схемы. Кроме того, при заливке часто возникают внутренние напряжения из-за усадки, экзотермии процесса отверждения компаунда, разницы ТКЛР компаунда и материала заливаемых деталей, результирующие напряжения могут способствовать растрескиванию компаунда при циклическом воздействии высокой и низкой температуры или могут вызвать поломку слабых деталей. Соответствующая конструкция изделий, правильный выбор заливочного материала и режима его отверждения могут уменьшить или устранить эти недостатки. Концентраторы механических напряжений, например острые углы на деталях, должны по возможности округляться или предварительно покрываться упругим материалом типа кремнийорганических эластомеров, полимерных пленок и других материалов, при этом предотвращается поломка слабых деталей при усадке компаунда. Детали в заливаемом блоке можно располагать соответствующим образом для облегчения условий рассеивания тепла, а нагревающиеся в работе детали необходимо отделять от чувствительных к воздействию температуры элементов. Тепло можно отводить при помощи металлических проводников,. направляющих его к поверхности компаунда, а также црименяя теплопровод-. ные наполнители. Заливку компаундом целесообразно производить под давлением, чтобы обеспечить хорошее заполнение всей заливаемой полости. На рис. 3-2 показано приспособление для заливки под давлением малогабаритных изделий. Заливку изделий компаундами нередко осуществляют в металлических или пластмассовых кожухах, служащих для изделий формой. В этом случае внутренняя поверхность кожуха не покрывается разделительной смазкой, так как необходима высокая адгезия компаунда к кожуху. Адгезию можно улучшить, подвергнув абразивной обработке внутреннюю поверхность кожуха с обязательным последующим обезжириванием. При заливке в кожух важно применять компаунды с небольшой усадкой и хорошей адгезией, в противном случае возможно отслоение компаунда от стенок. Иногда в кожухах делают различные выступы или вдавки 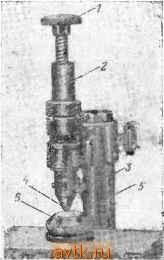 Рис. 3-2. Приспособление для заливки под давлением малогабаритных изделий. / - винт; 2 - корпус, заполняемый компаундом; 3 - заливочный кран; 4 - сопло; 5 - штанга; б - заливочная форма. для лучшего закрепления компаунда. Кожух может иметь крышку, однако ее наличие не обязательно. . Если кожух металлический, между ним и изделием обычно применяется изоляционная прокладка, не допускающая короткого замыкания между проводниками, близко расположенными к внутренней поверхности кожуха. Чем выше рабочее напряжение, тем это требование жестче. Наилучшие эксплуатационные свойства компаунды приобретают при полном удалении из них воздуха с помощью вакуумной заливки. Это объясняется, с одной стороны, тем, что включение воздушных пузырьков в компаунде является причиной пониженной электрической прочности и, следовательно, причиной развития пробоя высоковольтных изделий. С другой стороны, во всех случаях воздух в компаунде является источником пустот и раковин на поверхности готовых изделий, что ухудшает внешний вид и требует дополнительных работ по ликвидации этих дефектов. Установка для вакуумной заливки состоит из камеры, на которой расположен смеситель для приготовления компаунда. Заливаемые изделия помещаются на вращающийся стол, расположенный внутри камеры. Система герметизируется и вакуумируется. Процесс вакуумирования в смесителе контролируется через смотровое стекло в крышке. Отсутствие пузырьков воздуха на поверхности компаунда указывает на то, что он обезгажен. Заливаемые изделия обычно предварительно нагреваются до температуры 65-95Х с целью ускорения удаления из них влаги. Время обезгаживания составляет от 10 до 80 мин в зависимости от температуры, свбйств компаунда и т. д. Когда компаунд обезгажен, открывается кран смесителя и компаунд заполняет формы, установленные на вращающемся столе. Контроль за процессом пропитки и заливки осуществляется через смотровое окно камеры. Залитые и пропитанные изделия выдерживаются под вакуумом около 5 мин, после чего вакуум снимается, и изделия поступают на термообработку с целью отверждения компаунда. Применяются установки, в которых совмещаются операции пропитки и заливки, а приготовление компаундов осуществляется в съемных бачках, соединяющихся с вакуум-пропиточной камерой, в которой после про- 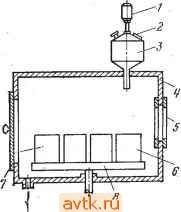 ПИтки ЬсуществляеТся Заливка. В этих установках имеются сушильные бачки, в которых изделия после пропитки во время сушки вращаются, создавая при этом ровный слой покрытия и лучшее заполнение изделий пропиточным материалом. При таком способе потери пропиточного материала сводятся к минимуму. Йа рис. 3-3 приведена схема вакуум-заливочной установки, а на рис. 3-4 установка для приготовления компаунда. В случае предъявления к изделиям требований повышенной холодостойкости или термоударостойкости рекомендуется металлические и керамические детали до заливки обмотать липкой полиэтиленовой или фторопластовой лентой или покрыть их кремнийорганический эластичным компаундом. В некоторых случаях для этих целей может быть использован эластичный клей 88Н. Аналогично поступают и с сердечниками из пермаллоя и феррита, которые весьма чувствительны к деформациям. Тороидальные сердечники нередко помещают в алюминиевые или пластмассовые кожухи, которые не допускают их соприкосновения с пропиточным или зали--вочным компаундом. Для того чтобы сердечники в кожухах были неподвижны, их замазывают или заливают различными эластичными материалами типа герметиков-компаундов, кремнийорганических вазелинов и т. п. К заливочным компаундам относится большая группа термореактивных компаундов на основе синтетических смол. При выборе заливочного компаунда должны учитываться следующие основные требования: необходимая .вязкость для обеспечения хорошего заполнения рабочих объемов заливаемой конструкции; Рис. 3-3. Схема вакуум-заливочной установки. / - мотор; 2 - смотровое окно смесителя; 3 - смеситель; 4 - камера; 5 - смотровое окно камеры; 6 - изделия; 7 - дверца камеры; 8 - поворотный стол. Достаточная жизнеспособность; высокие и стабильные электроизоляционные характеристики в рабочих условиях; высокая механическая прочность в условиях вибраций и ударных нагрузок; влагостойкость; близость ТКЛР компаунда и материалов герметизированных изделий; малая усадка; хорошая адгезия к материалам конструкции. Кроме того, к заливочным компаундам могут предъявляться иногда специальные требования, как, например, эластичность, термоударостойкость, тро-пикоустойчивость и др. Помимо жидких компаундов, герметизацию можно осуществлять порошкообразными компаундами в виде таблеток различной конфигурации, представляющих собой неотвержденный компаунд или его форполимер. В съемную форму или лучше кожух закладывается таблетка, по форме примерно воспроизводящая пустоты в конструкции, или применяется засыпка мелкими таб-леткаШ (в виде гранул), после чего форма или кожух с изделием термообрабаты-ваются. Таблетки изготавливаются из эпоксидных, кремнийорганических, полиэфирных и других смол и их- модификаций. Здесь особенно важно, чтобы таблетируемый компаунд имел хорошую адгезию к материалу кожуха и небольшую усадку, в 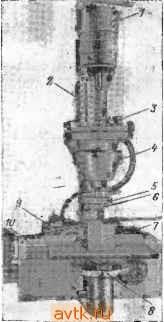 Рис. 3-4. Установка для приготовления компаундов. / -- мотор; 2 - дозатор отвердителя, 3 -штуцер; 4 -смеситель; 5 - заливочный кран; € - сопло; 7 - заливочная форма; 8 - механизм подъема стола; 9 - вакуумный насос; 10 - блок управления. * Для заливочных компаундов - это длительность сохранения текучести при требуемых температурных условиях. противном случае герметизированное изделие моЖет отделиться от кожуха. Известен также метод получения термоударостойкой высоконаполненной литой изоляции заливкой маловязких компаундов в крупнодисперсный наполнитель, которым предварительно засыпаются цзделия, подлежащие герметизации в форме или кожухе. Стоимость изделий, залитых в форму, дороже, чем залитых в кожух. Залитые изделия трудно поддаются ремонту, особенно при заливке жесткими компаундами. Вместе с тем преимуществом метода заливки является регулируемая толщина оболочки, недостижимая при всех остальных методах влагозащиты. Влагозащитные свойства литой изоляции зависят от свойств заливочного 1<омпаунда, а также от толщины изоляционного слоя, которая обычно применяется в пределах 1,2-3 мм для изделий, эксплуатирующихся в условиях тропического климата. Обволакивание или капсулирование. Эти методы имег ют одинаковое назначение, ими пользуются для нанесения одного или нескольких слоев влагостойкого электроизоляционного материала на поверхность детали, при- бора, схемы и т. п. В отличие от метода заливки, в котором осуществляется полное изолирование изделия-полимерным слоем с приданием изделию любой конфигурации, обволакиванием воспроизводится форма изделия, при этом покрытие обычно имеет толщину от 0,25 до 3 мм. Если заливка обеспечивает как влагостойкость, так и механическую прочность изделиям, обволакивание в большей степени выполняет роль влагозащиты, при этом оно может быть самостоятельной операцией или заключительной после пропитки. Обволакивание выполняется различными способами с применением как жидких, так и порошкообразных материалов. Жидкие материалы могут наноситься окунанием, пульверизацией, кистью, в парах обволакивающего' материала; порошкообразные -же компаунды наносятся газопламенным, вибровихревым, электростатическим и другими методами. Обволакивание окунанием производится с помощью такого же оборудования, что и при пропитке при атмосферном давлении, и заключается в-кратковременном погружении изделий в обволакивающий состав с последующей их выдержкой на воздухе для стекания излишков состава. Изделия и обволакивающий материал мо- гут нагреваться, при этом толщина пленки зависит от разности температур изделия и обволакивающего материала. Обволакивание в парах осуществляется в герметически закрытых шкафах кремнийорганическими соединениями, пары которых, соединяясь с влагой, находя-ц^ейсяна поверхности обрабатываемых изделий, образуют тончайшую пленку, обладающую высокой гидро-фсбностью и нагревостойкостью. Изделия, защищенные методом обволакивания, длительное время сохраняют свою работоспособность в атмосферных условиях. По степени надежности метод обволакивания вследствие меньшей толщины защитного слоя, однако, уступает заливке. Кроме того, далеко не всегда толщина защитного слоя и, следовательно, масса и габариты изделий поддаются воспроизведению. При механизации процессов известные трудности вызывает также необходимость удаления натеков. Применение жидких компаундов с тиксотропными свойствами и особенно нанесение покрытий из порошкообразных термореактивных компаундов методом напыления в подавляющем большинстве случаев устраняют эти недостатки. Метод напыления полимерных покрытий за последнее время приобрел широкое распространение. Он отличается технологичностью и простотой примеИяемого оборудования. Ниже дано краткое описание методов напыления термореактивных порошкообразных компаундов. Газопламенный . метод напыления - самый старый и заключается в том, что воздушно-порошковая смесь, образуемая в питательном бачке установки, подается к пистолету-распылителю, в котором пропускается через пламя горючего газа (ацетилен, пропан, природный газ и т. п.), сплавляется в нем и наносится на поверхность нагретой напыляемой детали. Оплавленные частицы порошка, ударяясь о поверхность, образуют сплошное покрытие. Способ плохо поддается автоматизации, имеет низкую производительность, несовместим с инертной газовой средой, необходимой для предотвращения окисления полимера, образует неравномерные по толщине покрытия на изделиях сложной конфигурации. Способ вибровихревого напрления (в псевдоожижен-нбм, или кипящем , слое порошка) состоит в том, что изделие, предварительно нагретое несколько выше температуры пларления компаунда, погружается на некото- рое время (секунды) в псевдоожиженныи виорирующии порошок. В псевдоожиженное состояние порошок переводится с помощью воздуха или инертного газа, продуваемого через пористую перегородку (пористая керамика или пластмасса, войлок, пористый электрокорунд и др.), находящуюся в нижней части аппарата напыления. Аппарат напыления представляет собой обычно цилиндрический сосуд, который может быть изготовлен из пластмассы, стекла, металла и других материалов. Частицы напыляемого материала прилипают к поверхности нагретых изделий и затем сплавляются, образуя монолитный слой покрытия. Для оплавления покрытий на изделиях, изготовленных из материалов с низкой теплопроводностью и теплоемкостью, целесообразно применять специальные камеры-оплавители, в которых нагрев покрытия осуществляется преимущественно тепловым излучением. Для достижения повышенной толщины покрытий применяют 2-4-кратное повторение операций напыле- -ния - оплавления. Отверждение термореактивных покрытий производят в обычных сушильных шкафах - термостатах. Обладая рядом достоинств (простотой оборудования, доступностью материалов, экономичностью и т. п.), этот, метод малопригоден для напыления пористых материалов; кроме того, этим методом плохо покрываются внутренние поверхности деталей с глухим дном. Тем не менее этот метод имеет большое значение для герметизации ряда изделий РЭА, особенно эпоксидными порош--кообразными компаундами. Полученные по этому способу покрытия отличаются от покрытий термопластами повышенной нагревостойкостью и адгезией к материалам конструкции. Напылением эпоксидными порошкообразными компаундами можно получить хорошее покрытие при небольшом расходе материала даже в случае сложных конструкций. Те места изделий, которые не должны покрываться, защищаются масками или напыление производится с помощью'трафаретов. Напыление эпоксидными порошкообразными компаундами применяется для герметизации различных изделий, работающих в тропическом климате, в конструкцию которых входят материалы с различной теплоемкостью, теплопроводностью, нагревостойкостью, и подверга1ощихся воздействию термоударов, Толщина покрытия может регулироваться в более широких пределах, чем при нанесении лаковых и эмалевых пленок (до 3 мм). Изделия с напыленной эпоксидной изоляцией отличаются высокой надежностью и могут эксплуатироваться в условиях тропического климата. Простота технологического процесса напыления изделий, возможность автоматизации этого процесса и получение надежной влагозащиты при значительно меньшей массе и габаритах изделий в сравнении с заливкой делают весьма перспективными этот вид изоляции. Способ струйного напыления напоминает способ газопламенного напыления с той лишь разницей, что для распыления пластика не применяется горючий газ. Этот способ состоит в том, что на предварительно очищенную нагретую деталь при помощи распылителя (пульверизатора) наносится слой порошка пластмассы, который, оплавляясь, создает покрытие. Способ эффективен для изделий сравнительно несложной конфигурации, однако получение покрытий с однородной толщиной затруднительно. Метод нанесения покрытий в электростатическом поле заключается в том, что заряженные частицы порошка наносятся на противоположно заряженную деталь. Двигаясь под влиянием электростатического поля, частицы порошка равномерно оседают на поверхности нагретой или холодной детали, подвергаясь затем термообработке. Этот процесс дает возможность почти 100%-ного использования порошкообразной пластмассы, обеспечивает равномерность толщины покрытия и особенно эффективен при серийном конвейерном производстве деталей. При напылении на холодные детали весьма затруднительно получение покрытий повышенной толщины. Для напыления в электростатическом поле пригодны лишь сухие порошки, так как влага снижает величину заряда, а ионизированный воздух может свести его к нулю. Автоматизация процессов нанесения покрытий из пластмасс целесообразна и экономически выгодна при крупносерийном производстве изделий. При этом сводится к минимуму ручной труд, значительно снижается стоимость продукции. В табл. 3-1 приведены сравнительные характеристики технологических параметров порошкообразных термопластов, а на рис. 3-5-3-8 - тон<е для напыления 1 ... 19 20 21 22 23 24 25 ... 36 |
|
© 2004-2025 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон