

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Токсичность герметизирующих материалов 1 ... 17 18 19 20 21 22 23 ... 36 увлажнения обмотки различных вариантов исцолненНй (различные пропиточные лаки и эмали) имеют следующие величины (табл. 2-27). Это обстоятельство связано со значительным разбросом данных по сопротивлению изоляции обмоток одного и того же исполнения. Здесь совершенно очевидно влияние технологических факторов при изготовлении трансформаторов. Таблица 2-27 Влагостойкость трансформаторов, герметизированных различными материалами
Полученные данные позволяют предположить, что при хорошем исполнении влагозащиты менее влагостойкий, но лучше заполняющий обмотку пропиточный компаунд, КП-10 или КП-18, не содержащий растворителей, может обеспечить лучшую влагостойкость в сравнении даже с влагостойкими лаками (ФЛ-98, МЛ-92 и др.). Очевидно, что это связано с затрудненной диффузией через за- . щитную оболочку следов влаги в обмотку, хорошо заполненную твердым полимером. Проникшее количество влаги в случае пропитки любым лаком, содержащим растворители, будет б'ольшим за счет меньшего заполнения лаком обмотки (наличие пустот, пор, капилляров и тому подобных дефектов). Таким образом, влагостойкость трансформаторов moi- жет быть высокой за счет перекрытия всех возможных, каналов проникновения влаги внутрь обмоток. Это достигается тщательным покрытием всей поверхности торцов катушек (бескаркасная конструкция) или пазов в каркасах . изоляционными влагостойкими массами (шпатлевкой, эмалью и т. п.). Степень влагостойкости пропиточного лака при данном методе влагозащиты уже не имеет су;цественного значения, так как комбинация различных пропиток с относительно тонкими покрытиями (эпоксидные эмали) при испытаниях на влагоустой-чивость показывает весьма близкие результаты. Пропи- Точный материал, не содержащий растворителей (КП й др.), однако, имеет в сравнении с люб'ыми лаками преимущества технологического порядка, особенно в условиях массового серийного производства и при создании автоматизированных линий с непродолжительными циклами пропитки и сушки. Кроме того, с применением пропиточных лаков без растворителей (КП) резко снижаются профвредность и пожароопасность, повышается на- Рис. 2-46. Воздействие относительной влажности 95-98% при 40°С на Riis трансформаторов, покрытых методом напыления компаундом ЗП-49Д/2 и двукратно пропитанных компаундами ЭПК-6 ;(/), 1КПт (2), КП-101 (3), лаками ФЛ-Se (4), KO-83S (5), КО-835 (б) и КП-18 (7) (однократная пропитка) после трех циклов термоударов (-60---f-140°C); не пропитанных (S).
5 10 15 го 25 3S Время, сут дежность обмоток в условиях воздействия вибрации и тряски, а также ликвидируется брак производства по межвитковым замыканиям из-за отсутствия в них агрессивных растворителей. В целях обеспечения стабильного и высокого сопротивления изоляции намоточных изделий, пропитанных компаундами КП, при повышенных рабочих температурах (140°е) целесообразно в качестве межоб'моточной изоляции, применение полиэтилентерефталатной пленки ПЭТФ (лавсан). Влагозащита тонкими поверхностными слоями электроизоляционных материалов (эмалями), однако не может обеспечить высокую влагостойкость изделий, длительно работающих в тропическом влажном климате (30-56 сут и более). В этих условиях толщина защит-ног слоя должна быть свыше 1 мм, что недостижимо в случае применения лакокрасочных покрытий. Очевидно, повышение толщины защитного слоя возможно с применением заливочных или обволакивающих компаундов, последние могут быть в исходном состоянии жидкими и твердыми (порошкообразными). На рис. 2-46 приведены результаты испытании силовых низковольтных трансформаторов на воздействие тропической влажности € предварительной пропиткой различными лаками . и компаундами, в том числе с однократной пропиткой и без пропитки. В целях ужесточения условий испытаний перед увлажнением трансформаторы с однократной пропиткой предварительно подвергались трехкратному циклическому воздействию температур (-60-е--Ь'140°С). Влагозащига испытуемых трансформаторов выполнялась методом напыления эпоксидной изоляции (компаунд ЭП-49 Д/2). При этом толщина защитного слоя составляла 1,5-3 мм. На рис.-2-46 видно некоторое проникновение влаги через относительно толстые слои напыленной эпоксидной изоляции. Это подтверждает то, что все изоляционные материалы более или менее влагопроницаемы, и количество прошедшей влаги зависит главным образом от толщины слоя изоляции, времени воздействия влаги и свойства материала изоляции. Все испытанные изделия к 30 сут имели сопротивление изоляции от 10 до 10 МОм, что на несколько порядков выше, чем в случае защиты эмалями и шпатлевкой. Следовательно, результаты испытаний навлагостойкость изделий с напыленной изоляцией дали несравненно! более высокие показатели, чем при других испытанных методах захциты. Несмотря на высокое значение Ra, у непропитанных трансформаторов с напыленной изоляцией исключить пропитку для ответственных изделий не рекомендуется, так как она необходима для закрепления (цементации) витков в катушке и повышения общей надежности. Это особенно важно для трансформаторов, испытывающих высокие механические нагрузки, а также для обмоток из проводов, в которых встречаются точечные повреждения эмали. Кроме того, пропитка увеличивает нагревостойкость эмаль-изоляции проводов и прокладочной изоляции (бумаги), а также улучшает теплоотдачу обмоток. Трансформаторы, имевшие одну пропитку лаком КО-835 и компаундом КП-18 и подвергшиеся термоударам, после длительного воздействия тропической влажности имели сопротивление изоляции более 1000 МОм, что также подтверждает высокую их влагостойкость. Сравнение ?из трансформаторов в условиях длительного увлажнения, изготовленных с применением различных обволакивающих материалов, рекомендуемых для тропического исполнения, приведено на рис. 2-47. Из рис. 2-47 видно, что применение покрытий с большей толщи- ной (порошкообразные и жидкие, в том числе и тиксотропные компаунды) обеспечивает высокое сопротивление изоляции (Ю^МОм). При этом следует заметить, что применение вышеуказанных жидких обволакивающих материалов связано, однако, с большими технологическими трудностями по снятию натеков, обеспечению равномерности покрытия и т. п., особенно для сложных конструкций и в условиях серийного производства. Рис. 247. Воздействие относительной влажности 95-Э87о -при 40С на Rjss трансформаторов: трансформаторы, пропитанные лаком КО-ЗЗб, покрытые компаундом МБК со слюдой (1); трансформаторы, пропитанные лаком КО-в35,. покрытые тиксотропным компаундом КЭТО-41 (2); трансформаторы, пропитанные КП-Ю, покрытые компаундом ЭЗ.К-7 (3); трансформаторы, имеющие межобмоточную изоляцию ПЭТФ, пропитанные компаундом ЭПК-б, покрытые эмалью ЭП 773 (4); трансформаторы!, пропитанные лаком КО-835, напыленные компаундом ЭП-49Д/2 (5). МОм  10 15 20 Время, сут На рис. 2-48 приведена зависимость /?из низкочастотных трансформаторов различного конструктивного исполнения (имеют каркас из пластмассы АГ-4, пропитаны компаундом МБК-2) от воздействия тропической влажности, влагозащита которых осуществлена применяемыми в промышленности тропикоустойчивыми методами (заливка в кожух или литая изоляция) в сравнении с трансформаторами, влагозащищенными эмалью, а на рис. 2-49 зависимость Я^ш силовых тороидальных трансформаторов, пропитанных компаундом МБК-2 и влаго-защищенных напылением и заливкой эпоксидным жидким компаундом (ЭЗК-7). Из рис. 2-48 и 2-49 видно, что методы влагозащиты, выполненные заливкой в пластмассовый кожух и в съем- ныё формы, а также напылением эпоксидными компаундами, гарантируют высокое сопротивление изоляции в условиях 56-суточного воздействия тропической влажности. Сравнение вакуум-плотной, литой и напыленной изоляции по влагостойкости и характеристикам массы. Литая изоляция трансформаторов, получаемая заливкой в съемных формах, при толщине слоя порядка 1,5-3 мм создает достаточно влагостойкие конструкции. Как правило, для этих целей применяются эпоксидные компаунды горячего отверждения, которые отличаются повышенными 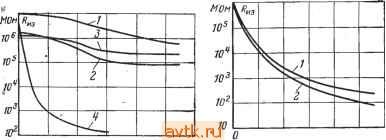 го 30 да 50 ео Врем я, сут Рис. 2->4i8. Воздействие относительной влажности 95-98% при 40°С на Rvis низкочастотных трансформаторов, герметизированных различными методами: напыление :(/), заливка в пластмассовый кожух \2), заливка в съемную форму (3), окраска эмалью (4). 20 40 Врем я, сут -Рис. 2т49. Зависимость ?из силовых тороидальных трансформаторов от воздействия относительной влажности 95-98%) при 40°С: напыление (7), заливка в кожух (2). электрическими и механическими характеристиками, а также достаточной нагревостойкостью. Применение этих; компаундов, однако, вызывает технологические трудности из-за необходимости длительной выдержки изделий в формах (до 24 ч), что в условиях производства удлиняет технологический цикл и снижает коэффициент использования (оборачиваемость) форм. Применение этого метода оправдывает себя в случае заливки высоковольтных трансформаторов, у которых при другом методе влагозащиты при наличии пустот в обмотках могут возникать ионизационные процессы, вызывающие пробой изоляции. Этот MefoA Целесообразен такЖё, кбгДа влагбЗаЩй-щенное изделие должно иметь строго .геометрические размеры. Метод заливки в металлический или пластмассовый кожух .аналогичен методу литой изоляции и в сравнении с ним более экономичен, так как не требует дорогостоящих заливочных форм. Самым надежным методом влагозащиты на протяжении многих лет считается метод герметизации изделий в металлическом кожухе с вакуум-плотным соединением всех его конструктивных элементов. Рис. 2-50. Воздействие относительной влажности 95- 98% при 40°С на J? 3 трансформаторов, герметизированных различными методами. / - заливка в вакуум-плотный кожух; 2 - напыление; S - заливка в съемную форму (литая изоляция). 70* 10 о 10 20 30 40 Время, сут 50 5660 Ввиду этого произведено сравнительное определение степени влагозащиты трансформаторов, выполненных этим методом, методами литой изоляции и напыления. Из рис. 2-50 видно, что влагостойкость трансформаторов, имеющих различную влагозащиту, достаточно высока (7?из-10*-Ю' МОм). Следовательно, более технологичная напыленная изоляция в условиях длительного увлажнения (56 сут) по влагостойкости не уступает литой изоляции и вакуум-плотной герметизации. При испытании напыленных трансформаторов бро- невой конструкции на циклическое воздействие температур (-60-;-1-140°С) может наблюдаться появление трещин в покрытии на металлических крепежных деталях. Это особенно-характерно для изделий средних и больших типоразмеров (от,ШЛ 16 и выше), что объясняется различием ТКЛР и внутренними напряжениями, возникающими в эпоксидном покрытии на металле (на обоймах). Изучение влияния на влагостойкость трещин в покрытии на металлических обоймах трансформаторов при длительном (56 сут) воздействии тропической влажности подтвердило высокую влагостойкость трансформа- Торов, Имевших после терМоударой трещины в покрытии на металлических крепежных деталях. Воздействие термоударов на напыленные тороидальные и низкочастотные трансформаторы каркасной конструкции, а также конструкции, в которых металлическая обойма не напыляется, приведенные на рис. 2-31, не вызывает нарушений целостности напыленного покрытия, следовательно, при выборе метода влагозащиты следует учитывать конструкционные особенности изделий. По характеристикам массы изделия, герметизированные литой и вакуум-плотной изоляцией, уступают изделиям с напыленной изоляцией. Масса различных конструкций трансформаторов, выполненных в различных вариантах влагозащиты, в процентах относительно мае-. сЫ аналогичных изделий, но изолированных эмалью (принятой за 100%), приведена в табл. 2-28.  Рис. 2-Б1. Изделия, влагозащита которых выполнена различными методами. а - напыление; б - заливка в кожух; в вакуум-плотная герметизация. Данные в табл. 2-28, показывающие несомненные преимущества по характеристикам массы напыленной изоляции, а значит, и по габаритам напыленных изделий в сравнении с другими методами защиты, должны обратить на себя внимание конструкторов и технологов. Следует учитывать также преимущества метода напыления с точки зрения его технологичности в серийном пронзводстве (поставка порошковых компаундов химической промышленностью, несложность оборудова- ния для напыления, отсутствие токсичных растворителей и т. п.), а также возможность совмещения операций влагозащиты с креплением деталей за .счет использования высоких адгезионных свойств напыленных эпоксидных покрытий. На рис. 2-51 показаны изделия, влагозащита которых выполнена различными методами (вакуум-плотная герметизация, заливка в кожух и напыление). Таблица 2-28 Масса трансформаторов различных конструкций, Уо
Таблица 2-29 Воздействие климатических факторов на различные конструкции трансформаторов
Вышеуказанные конструкции трансформаторов выдержали также испытание на воздействие ряда факторов тропического климата (табл. 2-29). Приведенные в табл. 2-29 данные показывают, что трансформаторы, защищенные вакуум-плотной герметизацией, заливкой и форму н напылением, обладают высокой влагостойкостью и могут рекомендоваться для работы в условиях тропического климата. Однако дороговизна и трудоемкость методов заливки трансформаторов в форму и кожух, а также увеличение массы и габаритов изделий являются, несомненно, недостатками этих методов. Исходя из сказанного, следует, что выбор того или другого метода влагозащиты для конкретных конструк--ций изделий должен решаться с учетом конструктивных особенностей герметизируемых изделий, трудоемкости выполнения влагозащиты, массы, габаритных характеристик, возможности механизации или автоматизации процесса влагозащиты и экономичности. 2-3. ВЛИЯНИЕ /ГЕРМЕТИЗИРУЮЩИХ МАТЕРИАЛОВ И РАСТВОРИТЕЛЕЙ НА ЭМАЛЬ-ИЗОЛЯЦИЮ ОБМОТОЧНЫХ ПРОВОДОВ Герметизирующие материалы, как правило, состоят из ряда компонентов, которые в процессе герметизации и эксплуатации изделий могут вызывать коррозию входящих в конструкцию металлов или разрушение эмаль-изоляции проводов, вследствие чего возможны отказы трансформаторов, дросселей и других изделий из-за обрывов, короткозамкнутых витков, пробоя изоляции и т. п. Агрессивными веществами в пропиточных лаках являются растворители: ацетон, толуол, этиловый спирт и др. В процессе вулканизации кремнийорганических компаундов и герметиков, используемых в качестве заливочных материалов или демпфирующих подслоев, выделяется уксусная кислота или этиловый спирт. В компаундах возможно наличие агрессивных примесей (вещества, содержащие хлор и серу, щелочи и т. п.), которые, помимо коррозии, могут привести к ухудшению электрических характеристик, особенно при повышенных температурах и в условиях высокой влажности. Вышеизложенное вызывает необходимость изучения влияния применяемых герметизирующих материалов и растворителей на входящие в конструкщда элементы или материалы, причем одним из важнейших конструктивных элементов в намоточных изделиях являются обмоточные провода с различной эмаль-изоляцией. В связи с тем, что величина пробивного напряжения (f/np) является основной характеристикой электрических свойств изоляции эмаль-проводов,-она.выбрана в качестве критерия при оценке влияния на эмаль герметизирующих материалов и растворителей. Влияние растворителей. Определение влияния различных растворителей производилось на макетах, представляющих собой керамические трубки диаметром 3 мм и длиной 20 мм, на которые производилась намотка двух параллельных проводов в один ряд. Степень воздействия растворителей определялась по изменению величины пробивного напряжения (Unp) после 20 ч вы- Та блица 2-30 Воздействие растворителей на обмоточные провода Марки провода
держки их в растворителях при температуре 20°С. В табл. 2-30 приведено f/np изоляции после выдержки в растворителях, выраженное в процентах от величины f/np в исходном состоянии, принятой за 100%- Наиболее агрессивными растворителями является ацетон, который оказывает воздействие на все виды изоляции проводов, приведенных в табл. 2-30. Этиловый спирт вызывает наибольшее снижение пробивного напряжения провода ,марок ПЭВ-2 и ПЭВТЛ. Провод ПЭВ-2 более других проводов подвержен влия- 1 ... 17 18 19 20 21 22 23 ... 36 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2004-2025 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон