

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Непроволочные переменные резисторы 1 ... 25 26 27 28 29 При изготовлении деталей из изоляционных материалов следует учитьшать, что у большинства из них сопротивление изоляции при воздействии влаги сильно уменьшается. Поэтому если сопротивление изоляции является лимитирующим фактором, при конструировании таких деталей надо предпринимать специальные меры. Например, конструируя печатную плату, надо следить, чтобы рядом не проходили два проводника, между которыми должно быть большое сопротивление изоляции. Для дополнительной защиты от влаги детали из изоляционных материалов покрывают специальными влагозащитными лаками, например yP-23i. Защита получается эффективной, если деталь покрыта лаком несколько раз. Методы защиты от влаги контуров, трансформаторов и других элементов аппаратуры были рассмотрены ранее. В ряде случаев, если допускают тепловые режимы ЭРЭ, для аппаратуры применяют корпуса с уплотнением и влагопоглотителями. Такой способ достаточно эффективно защищает от влаги наземную и корабельную аппаратуру. Вопросы проектирования таких корпусов были рассмотрены в гл. 14. При работе аппаратуры в условиях влажного тропического климата, на некоторых деталях и узлах могут развиваться грибки. В наибольшей степени воздействию грибков подвержены детали, изготовлен-нве из органических материалов. При интенсивном разрастании грибков резко ухудшаются свойства изоляционных материалов, а при длительном их воздейстзии может происходить разрушение материала. Поэтому для аппаратуры, которая будет работать в тропических условиях, не следует применять материалы, являюгциеся питательной средой для различных культур грибков. К этой категории относятся бумага, KiapTOH, фибра, ткани, слоистые пластики на основе бумаги и ткани, пластмассы с древесным и целлюлозным наполнителем, аминопласты и др. Такие материалы могут применяться, если они обработаны специаль-ньпчи антисептическими составами. Хорошо вьщерживают тропические условия материалы неорганического происхождения на основе слюды, стекловолокна фторопласта, кремнийорганических или фенолформаль-дегидных смол и др. Глава, 16 ТЕХ1Й1КО-ЭКОНОМИЧЕСКАЯ ОЦЕНКА КОНСТРУКЦИИ Приступая к проектированию любого устройства (сложного изделия, состоящего из десятков тысяч элементов, или простой детали), разработчик должен помнить о том, что одни и те же характеристики можно получить различными методами. При этом будет различна и стоимость изделия. Стоимость любого радиоэлектронного изделия зависит от стоимости покупных элементов (резисторов, конденсаторов постоянной емкое* ти, реле и т. д), стоимости материалов и затрат труда на изготовление деталей и проведение сборочно-регулировочных работ. Эти слагаемые определяют заводскую себестоимость изделия. В процессе эксплуатации потребитель расходует средства на содержание персонала, управляющего аппаратом, на энергопитание, на проведение профилактических и аварийных ремонтных работ. Эти слагаемые определяют стоимость эксплуатации аппаратуры. Рассмотрим, например, как зависит стоимость изделия от допусков на размеры деталей и параметры покупных элементов. На рис. 16.1 приведет характер зависимости стоимости механической обработки от класса точности детали (за единицу условно принята стоимость механической обработки детали, изготовленной по 4-му классу точности). Как видно из этого рисунка, переход от 4-го класса к 3-му увеличивает стоимость обработки примерно в 4 раза, ко 2-му - в 9 раз и т. д. Такое резкое возрастание стоимости происходит потому, что для обеспечения высоких классов точности приходится чаще переналаживать станки и вводить в технологический процесс трудоемкие дополнительные операции. Если, например, плоская штампованная деталь с размерами 40 х X 40 мм может иметь погрещность размеров порядка 0,15 мм, то для ее изготовления потребуется вырубной штамп обычной точности. Если на размеры установить допуски порядка 0,04 мм, то потребуется уже штамп повышенной точности. Такой штамп значительно дороже обычного; кроме того, срок его службы меньше, в результате чего возрастает стоимость детали. Если же установить на размеры допуски порядка 0,02 мм, то нужно будет иметь два штампа: на одном будут вырубать детали с небольшими припусками на размеры, а на втором - за-чистном - окончательно обрабатывать ее. Естественно, что стоимость детали при этом возрастет в несколько раз. Широко применяемые резисторы МЛТ-0,125 стоят: 1-го класса точности-1 коп.; 2-го класса-1,1 коп.; 3-го класса -0,9 коп. Конденсаторы КМ4аМ750 с емкостью от 150 до 750 пФ СТОЯТ: 1-го класса точности-8,5 коп.; 2-го класса-6,5 коп.; 3-го класса-4,5 коп. и т. д. Из приведенных примеров можно сделать вывод: применение деталей и элементов, имеющих низкие классы точности, позволяет снизить стоимость изделия. Однако если этим правилом руководствоваться без тщательного анализа схемы и конструкции, куда эти элементы входят, то можно получить противоположный результат: применение отдельных элементов с необоснованно низкими классами точности может привести к повышению стоимости или даже к тому, что изделие не будет выполнять свои функции. 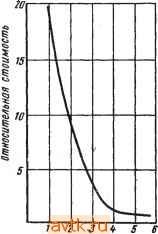 Класс точности Рис. 16.1. Относительная стоимость механической обработки Выбор класса точности механических деталей и электроэлементов нужно производить на основан™ анализа взаимосвязи между допуском на конечный параметр изделия и допусками на входящие в него элементы. Этот анализ покажет, при каких максимально допустимых отклонениях параметров входящих элементов изменения параметра изделия лежат в допустимых пределах. В ряде случаев не удается получить требуемые значения параметров при существующих допусках на серийно выпускаемые комплектующие изделия или экономически обоснованных допусках на детали собственного производства. В этом- случае в схему или конструкцию вводят специальные элементы, позволяющие регулировать конечный параметр. Например, в многосекщюнных конденсаторах переменной емкости идентичности емкости всех секций при различных углах поворота ротора добиваются с помощью подгибки крайних пластин, имеющих радиальные вырезы. Такая конструкция удорожает штамп для вырубки крайних пластин и требует специальной операции по корректировке секций конденсатора, что увеличивает его стоимость на несколько процентов. Однако если попытаться достигнуть той же цели без корректировки за счет ужесточения допусков на детали конденсатора, то это приведет к резкому удорожанию стоимости инструмента, уложению технологического процесса изготовления деталей и сборочных операций, что в итоге вызовет увеличение стоимости в несколько раз. Следует иметь в виду, что использовать регулировку при сборке особенно при крупносерийном и массовом производстве, следует только в исключительных случаях, когда она дает экономический эффект за счет значительного упрощения технологического процесса изготовления деталей. Дело в том, что регулировочные операции являются сугубо ручными, т. е. в наименьшей степени поддающимися механизации. Для выполнения регулировки обычно используют рабочих наиболее выдокой квалификации. Наличие регулирующих элементов в узле или приборе затрудняет ремонт во время эксплуатации, так как при выходе из строя одной из деталей приходится заново повторять процесс регулировки. Во многих случаях для этого нужно иметь специальную контрольно-измерительную аппаратуру. Большое влияние на стоимость радиоэлектронных изделий оказывает стоимость комплектующих изделий. Например, для телевизора, изготовленного с использованием электровакуумных ламп, стоимость комплектующих изделий (без учета стоимости футляра) составляет 75% от его заводской стоимости. Для телевизора, в котором используют полупроводниковые приборы, этот процент еще выше. Поэтому, проектируя схему и выбирая для нее элементы, нужно анализировать не только их функциональные характеристики, но и цену. При этом следует выбирать такие наиболее дешевые элементы, которые по своим функциональным свойствам еще позволяют удовлетворить общим требованиям, предъявляемым к изделию. Например, в усилителях промежуточной частоты широковещательных приемников селекция осуществляется с помощью резонансньк контуров. , Чтобы уменьшить мешающее влияние соседней станции, нужно получить прямоугольную форму резонансной характеристики. С этой точки зрения было бы желательным использовать в УПЧ электромеханический фильтр. Однако если учесть, что один ЭМФ при сушестзую-щей технологии изготовления стоит пока десятки рублей, а два двух-контурных полосовых фильтра стоят всего несколько рублей, то можно сделать следующий вывод: такое удорожание приемника не окупает улучшение его функциональных свойств. В практике конструирования часто встречаются случаи, когда селективные свойства изделия являются решающими для выполняемых им функций. В таком случае применение ЭМФ является оправданным, несмотря на увеличение стоимости. В стоимость любого изделия входят затраты на подготовку производства: на разработку технологического процесса, проектирование и изготовление инструмента и нестандартного оборудования. Процесс освоения в производстве нового изделия также вызывает дополнительные затраты. По1тому большие резервы снижения стоимости любого изделия заложены в использовании уже освоенных в производстве деталей и узлов из других изделий. Приступая к проектированию, конструктор должш проанализировать схему и конструкцию аналогичных изделий, освоенных в производстве, и по возможности использовать их или выявить те минимальные изменения конструкции, которые придадут ей новые свойства. Например, конструируя колебательный контур, следует определить, не принимаются ли в других изделиях контуры с близкими характеристиками. Тогда новый контур можно будет получить, изменив намоточные данные и номинальную емкость конденсатора. При этом отпадает Необходимость в проектировании каркаса, экрана и других элементов конструкции; соответственно снизится и стоимость контура Применение уже освоенных в производстве деталей, узлов и приборов сокращает сроки освоения производства нового изделия, что в масштабе народного хозяйства также дает большой экономический эффект. Одним из факторов, определяющих стоимость эксплуатации, является содержание персонала, управляющего аппаратом (операторов). Уменьшение этой составляющей стоимости может быть достигнуто за счет автоматизации процесса управления. Однако следует иметь в виду, что автоматизация приводит к усложнению, во многих случаях очень значительному, схемы и конструкции аппарата, что повьпнает его заводскую себестоимость и снижает надежность. Другой составляющей стоимости эксплуатацрш являются расходы на энергопитание. Эти расходы до полной амортизации аппарата могут быть соизмеримы со стоимостью изделия. Так, расходы на энергопитание телевизора за 10 лет (при работе по 3-4 ч в день) составляют примерно 150 руб. Уменьшение потребления электроэнергии позволяет снизить и заводскую стоимость изделия, так как при этом уменьшается расход материалов, идущих на изготовление блока питания (трансформаторного железа, меди). Снижение потребляемой телевизором мощности хотя бы на 10- 20% имеет большое народнохозяйственное значение, так как все находя- щиесяу населения телевизоры потребляют мощность порядка нескольких миллионов киловатт. Третьим фактором, определяющим стоимость эксплуатации изделия, является его надежность. Если изделие имеет низкую надежность, то при эксплуатации придется расходовать много средств на запасные части и на содержание высококвалифицированного обслуживающего персонала. Стоимость запасных частей может составлять значительную долю стоимости изделия, так как невозможно предугадать, какая деталь выйдет из строя, и в связи с этим приходится закладывать в запасное имущество больщую номенклатуру деталей. Поэтому повыщение надежности является большим резервом по снижению стоимости эксплуатации. Однако следует иметь в виду, что повыщение надежности достигается за счет применения более совершенных и надежных комплектующих изделий, за счет использования их в облегченных режимах (например, применение резистора МЛТ-1 вместо МЛТ-0,5), за счет резервирования и т. д. Все эти меры приводят к повышению заводркой стоимости изг делия. В силу перечисленных причин экономическую эффективность вновь разрабатываемого изделия нельзя оценивать только заводской себестоимостью. Мерой экономической эффективности может служить стоимость одного часа эксплуатации. Для вычисления этой характеристики следует суммировать затраты потребителя на приобретение изделия и все эксплуатационные расходы за время до полной амортизации аппарата и отнести их к суммарной наработке изделия в часах за тот же период. Некоторые виды радиоэлектронной аппаратуры используют в промышленности для контроля за ходом технологического процесса, автоматического управления процессом, контроля качества продукции и других целей. Для такой аппаратуры экономическую эффективность следует определять по снижению стоимости продукции от внедрения новой аппаратуры. Для этого нужно затраты на ее приобретение и расходы по эксплуатации относить на стоимость выпускаемой продукции и определять ее с учетом этих затрат. ПРИЛОЖЕНИЯ ПРИЛОЖЕНИЕ 1 Размеры и основные параметры цилиндрических магнитных сердечников (рис. 7.10)
ПРИЛОЖЕНИЕ2 Размеры и основные параметры броневых магнитных с^дечников типа СБ (рис. 7.10)
о ПРИЛОЖЕНИЕ 3 Основные параметры броневых ленточных магнитопроводов броневого типа (обозначение размеров - см. рнс. 8.4)
Продолжение таОл.
ПРИЛО ЖЕН ИЕ4 Основные параметры обмоточных проводов
1 ... 25 26 27 28 29 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон