

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Механическая обработка металлов 1 ... 5 6 7 8 9 10 11 ... 14 таже мелких деталек (постоянных резисторов, конденсат о р^, и т. п.) следует стретииться к тому, чтобы надписи на них хорошо видны. Это облегчит проверку монтажа и ремонт рад^ц. аппарата. Как и при лужении, выводы радиодеталей, чувствительны;, к перегреву, желательно прн пайке либо поддерживать пинцетоц нлн плоскогубцами, либо для отвода лишнего тепла использо. вать тепловые экраны (см. рис. 58). Следует помнить, что щ, воды большинства полупроводниковых приборов можио паять ближе 5-10 мм от их корпуса. Чрезмерный нагрев вреден д^я подавляющего большинства радиодеталей. Так, например, рез^. сторы типа МЛТ и ВС значительно изменяют свое сопротивление у керамических конденсаторов отпаиваются выводы и растрескивается керамика и т. д. И вот что еще необходимо учесть. Некоторые полупроводнц. ковые приборы (высокочастотные диоды, полевые транзисторы! имеют пробивное напряжение, измеряемое едниицамн воьт и даже меньше. И если стержень паяльника имеет недостаточно хорошую изоляцию от нагревательной обмотки, то он может стать причиной выхода из строя этих полупроводниковых приборов. Поэтому, если есть возможность, следует пользоваться низковольтными паяльниками, питая их от понижающего трансфор матора, и, кроме того, заземлять их стержни. Для придания паяным соединениям хорошего внешнего вида их промывают спиртом илн ацетоном, а затем покрывают цветным лаком. Такой лак легко приготовить в любительских услО внях, растворив кусочки очищенной от эмульсин кнпоплеики в ацетоне. Нужный цвет лаку можно придать, добавив в этот раствор несколько капель чернил Радуга . Техника безопасности. Прн пайке припоями, содержащими! свинец, выделяются его ядовитые пары. Небезвредны пары и дым от каиифолн, вызывающие воспаление слизистой оболочки глаз и дыхательных путей. Поэтому помещение, где происходит пайка, необходимо как можно чаще проветривать, Нн в коем случае не следует удалять излишки припоя со стержня паяльника, встряхивая его, очищать жало от нагара рУ кой и уж, конечно, не проверять температуру паяльника прикосновением к стержню. Особенно необходимо опасаться брызг расплавленного припоя, что иногда случается прн срыве стержня с какого-либо вывода илн лепестка. Обожженное место наДО сразу же смочить спиртом или одеколоном. печатный монтаж В наши дин трудно назвать отрасль радноаппаратостроенкя-где бы не применялся печатный монтаж. Большое распростраис ние он получил и в радиолюбительской практике. Применение печатного монтажа позволяет уменьшить габариты радиоустро ства, свести к минимуму монтажные работы, в значительной ст gUH избавляет от ошибок в монтаже, упрощает налаживание повышает надежность конструкции, наконец улучшает внеш-Цвй вил монтажа. Дл радиолюбителей наибольшую трудность представляет ртимальное размещение деталей иа плате. Особенно следует ° есть взаимное влияние элементов, чтобы готовое устройство не самовозбуждалось. В любительских условиях, как уже говорилось, наиболее до-упным является аппликационный способ компоновки. Для де-гален простой формы (постоянные резисторы и конденсаторы), 3 также для деталей, специально предназначенных для печатного монтажа (электролитические конденсаторы К50-6, малогабаритные промышленные трансформаторы НЧ, унифицированные катушкн индуктивности, подстроечные резисторы СПЗ-1а, СПЗ-16 и т. п.) достаточно иметь аппликации с изображением однс проекции (рис, 49, г - и). Для деталей же, монтаж которых возможен в различных положениях (маломощные транзисторы, конденсаторы переменной емкости и т. д.), необходимо иметь аппликации, соответствующие проекциям этих деталей в разных аоложенпях (рнс. 49, а, б, в). Диаметр кружков - выводов деталей, должен быть не менее 2,5 мм, что соответствует минимальному диаметру монтажных площадок иа проводниках печатной платы. Для облегчения компоновки все точки соединения деталей на приициинальиой схеме следует пронумеровать (рис. 50). Соответствующие номера вписывают и в кружки, которыми оканчиваются выводы деталей на аппликациях. На аппликациях полезно также указать позиционные обозначения элементов иа схеме, цоколевку транзисторов, полярность электролитических конденсаторов и полупроводниковых диодов и т. д. Перед компоновкой необходимо определить максимально возможные размеры печатной платы. При этом, как и в случае обычного монтажа, намечают точки крепления платы, вырезы под детали, размещаемые вокруг нее. Определив форму и размеры платы, ее контур вычерчивают на плотной бумаге и приступают к компоновке. Прн компоновке платы в этом случае задача сводятся к наиболее рациональному размещению аппликаций внутри контура. Если же основным требованием является возможно лучшее использование площади платы (при конструировании, например, малогабаритных устройств), то ее размеры окончательно определяют только после компоновки. В этОм случае аппликации рекомендуется раскладывать на чистом листе бумаги, с начерченными иа нем двумя взанмоперпеидикулярными линиями (осями координат). Закончив компоновку, контур платы замыкают н измеряют ее габариты. Перемещая и поворачивая аппликации, надо всемерно стремиться к тому, чтобы кружки на выводах деталей, обозначенные одинаковыми номерами, располагались возмонжо ближе др>г Другу (рис. 51,а). Если выводы деталей не должны соеднияты, , Г    ш =4 -оинкл -   
731:  Puc. 45. Аппликации радиодеталей для компоновки печатных плат: а - в - TpdHSBCTopH малой мощности; е - в - малогабаритных конденсаторов; ж - рс вистора BC-0.t25; я - катушки ВЧ в экране; ы - малогабвршного тракефоряытора >1Ч ж 5 Ж 1Ь 71ПШ Г2МП36 ТЗППЗЭ Т^МП39 Рис. 50. Принципиальная электрическая схема простого радиоприемника на четырех транзисторах 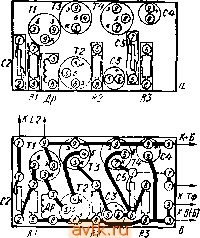 а контуры кружков окажутся на расстоянии менее 1 мм, то соответствующие им монтажные площадки (на печатной плате) придется подрезать, как показано ga рис. 52. Найдя оптимальное располо-не аппликаций, их нриклеи-рают к бумаге резиновым клеем, который удобен тем, что аппликации, при необходимости, легко (угклеить. Затем на аппликации накладывают лист кальки, и пересовывают на него контуры платы, деталей и кружков на их выводах. После этого проводят соединительные линии (рис .5 ], б), стремясь к тому, чтобы они не пересекались и были как можно короче. Минимальная ширина соединительных линий и зазоры между соседними линиями должны быть не Менее 1 мм. В местах вынужденных пересечений (иногда этого ие удастся избежать) одну из соединительных линии можно разорвать и на ее концах начертить дополнительные кружки-площадки (7-7 на рнс. 51, б). При монтаже соот-вегствующие нм монтажные площадки соединяют проволочной перемычкой со стороны монтажа навесных деталей. Такими же влощадкамн должны оканчиваться и проводники, идущие к деталям, не монтируемым иа плате (источнику питания, телефону, громкоговорителю и т. д.). Вычертив схему соединений деталей, центры будущих монтажных площадок, отверстий для крепления и контуры платы перекалывают тонким шилом на лист плотной бумаги и вычерчн-ЭД>т рисунок печатн 1 платы натуральную величину (рис. в). Заготовка платы, вырезанная по этому чертежу из фоль-йроваииого материала, должна несколько превышать размеры платы. г г  Рис. 51. Последовательность конструирования печатной платы: а - раскладка (компоновке) аппликаций; б - вычерчнванне скемьс соединение; ~ ря-сунок платы, изготавливаемой методом травления; г - рисунок платы, иэготаьлнваеио! механическим способом в радиолюбительской литературе предлагалось миого раз. личиых методов изготовяення печатных плат, однако наибольшее распространение, как и в промышленности, получил метод трал, леиия фольгйрованных материалов {гетииакса, текстолита и стеклотекстолита). Прн отсутствии такого материала его нетрудно изготовить и самому. На пластину подходящих размеров из гетииакса илн текстолита толщиной 1,5-2 мм с помощью клея БФ-2 наклеивают лист медной фольги толщиной 0,05-0,1 мм. Склеиваемые поверхности предварительно зачищают мелкой каждая, ной бумагой, тщательно обезжиривают спиртом или ацетоном, затем смазывают тонким слоем клея, которому дают подсохнуть 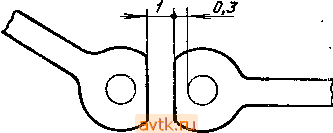 Риа. ££. Минимально допустимое расстояние иежду соседними монтажными площадками В течение 10 мин. После этого гетииакс еще раз смазывают клс накладывают на него фольгу и зажимают пакет между двумя металлическими пластинами, проложив между фольгой н соответствующей пластиной лист тонкого картона. Для сжатия используют струбцины или тиски. В таком состоянии пакет выдерживают в течение одного часа при комнатной температуре, а затем в течение трех часов при температуре около 120° С. Поверхность фольги заготовки печатной платы перед иане-сеинем рисунка проводников тщательно зачищают микронной шкуркой, чтобы удалить пленку окислов и загрязнений, и обезжиривают ацетоном, В дальнейшем надо избегать касания фольги руками. Чертеж печатной платы приклеивают к заготовке несколькими каплями клея БФ-2 (лучше всего по углам). После высыхания клея острым шилом илн кернером переносят на заготовку центрь! всех монтажных площадок, отверстий, контуры вырезов и самой платы. Удалив чертеж, рисунок печатной платы наносят на фольгу кислотоупорной краской (нитроэмаль НЦ-25, асфальтово-бптумиый лак, цапон-лак, подкрашенный клей БФ-2 н т. п.). Контуры монтажных площадок удобно вычерчивать кронциркуле^ с рейсфедером, прямые линии - обычным рейсфедером, провод-ьики большой площади - тонкой кисточкой. Неплохие результаты получаются при использовании стеклянных рейсфедеров* Большие участки фольги, ие используемые в качестве проводни 1£ов, целесообразно оставить на плате (закрасить), соединив нх (ежду собой н с общим проводом схемы. Прн иаиесенин рисунка (leiaTHoro монтажа неизбежны погрешности, поэтому после высыхания краски рисунок необходимо ретушировать: излишки краски (ПО контуру) удалять острием перочинного иожа или скальпеля, тонкие слои краски дополнительно подкрашивать. Травят печатную плату в растворе хлорного железа в воде плотностью 1,3 (в 200 см воды растворить 150 г хлорного железа 3 порошке). Готовый раствор выливают в плоскую стеклянную, дластмассовую или эмалированную посуду (например, в ванночку для фоторабот) и погружают в него заготовку печатной платы. Ее оставляют там до полного стравливания иезащнщеи-иых краской участков фольги. Время травления зависит от иитеи-ciHocTH обмена раствора у поверхности фольги. Поэтому для ускорения травления ваииочку желательно периодически покачивать. При температуре раствора 20-25° С процесс заканчивается аримерио через 1- ч. После этого плату тщательно промывают в проточной воде, а крась> с проводников удаляют ацетоном илн аккуратно счищают ножом. При отсутствии порошкового хлорного железа раствор необходимой плотности можно приготовить иначе. Для этого потребуются соляная кислота с концентрацией около 9% (продаетси в магазинах хозяйственных товаров) н мелкие железные опнлки. На 25 частей кислоты берется одна часть (по объему) железных (и1илок. Их засыпают в открытый стеклянный сосуд с кислотой н оставляют иа несколько дней. По окончании реакции получается раствор светло-зеленого цвета, который еще через несколько дней становится желто-бурым. Это н есть водный раствор хлорного железа. Для травления можно использовать и раствор, приготовле1[-ный из 350 г хромового ангидрида (СгдОз), растворенного водном литре горячей (60-70° С) воды, в который затем добавлено 50 г поваренной соли. После остывания состав готов к употреблению. Травление заканчивается через 20-60 мнн. Процесс происходит значительно быстрее, если в раствор добавить примерно 50 г серной кислоты. В плате с профавлеиным рисунком сверлят отверстия под выводы деталей, крепежные винты, вынашивают лоб-Зйком крупные отверстия и обрабатывают по контуру. Во избежание отклеивания (отслаивания) проводников от материала платы отверстия следует сверлить со стороны фольги вначале сверлом диаметром 0,5-0,8 мм. Затем все отверстия с обеих сторон платы зенкуют сверлом, заточенным под лгач 90** с таким Расчетом, чтобы посте рассверловки сверлом требуемого диа-flCTpa на отверстиях остались фаски примерно 0,1-0,2X90°. В радиолюбительской практике применяется и электролитн-*ский способ изготовления печатных плат из фольгироваиных материалов. При этом способе рнсуиок печатной платы (контуры оводщиков) переносят на предварительно очищенную от загряз-** ия фольгу через копировальную бумагу. Затем фольгу покры-  Рис. 53. Печатный монтаж с помощью голого медного провода вают тонким слоем парафина илн воска, а контуры проводн^;! обводят острозаточениым шилом или иглой. В таком виде Пл опускают в металлический сосуд с раствором поваренной coJ Удаляемые участки фольги соединяются с положительным подц. сом любого источника постоянного тока напряжением 4-ig металлический сосуд - с его отрицательным полюсом. Прн участки фольги, с которых удалено покрытие, будут протравлю ваться, о чем можно судить по зеленоватой накипи в этих местаз( Во время травления нельзя допускать, чтобы температура рд твора повышалась, иначе защитное покрытие может нарушиться Для этого можно поместить металлический сосуд в ванну с про! точной холодной водой. После травления ненужные участщ, фольги удаляют с ПОМОЦЦгЮ HOJKa. Третий способ изготовления печатной платы - чисто мехаин ческий, В этом случае рисуиод печатной платы вычерчивают на фольге карандашом или острой чертилкой. Будущим проводникам придают такую фотму, при которой все зазоры между сосд;-ними проводниками имеют одинаковую ширину (рис, 51, г). Лишнюю фачьгу удаляют либо с помощью острого резца, по Korqxwy ударяют легким молоточком, либо с помощью бора, закрепленного на осн небольшого электродвигателя. По окончании работы с платы удаляют мелкие частицы фольги и стружки нзоляпион-ной основы, зачищают проводники мелкой шкуркой н промывают плату ацетоном или спиртом. После монтажа плату, изготовленную механическим способом, покрывают со стороны проводников каким-либо изоляционным лаком, иначе в бороздках между проводниками будет скапливаться пыль и влага, и изоляционные свойства материала в этих местах ухудшатся. Наконец во многих случаях можно использовать печатные платы, изготовленные нз обычного гетннакса (текстолита) и медного провода. На размеченной плате сверлят отверстия диаметром 1,2 мм. В отверстие вставляют конец провода диаметром 0,5 мм, изогнутого в вндс петли (рис, 53), придерживая его снизу рукой, вставляют в петлю толстую иглу и пинцетом или плоскогубцами затягивают ее. Прокладывая по плате провод, таким же образом его изгибают и во всех остальных отверстиях. В местах пересечений на провод надевают поливиннлхлоридные трубочки подходящего д1Еаметра. После того как все соединения будут готовы, петли облуживают н отгибают в сторону монтажной платы. Перед монтажом навесных деталей все проводники печатной платы необходимо подготовить к пайке -очистить от окислов и загрязнений. Если монтаж ведется сразу после изготовления 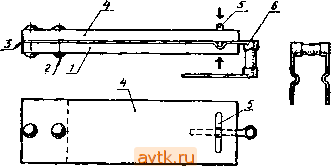 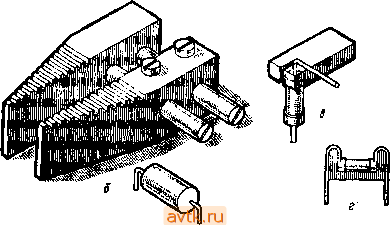 Рис. 54. Прислособлення для формовки выводов радиодетллей; в - при диаметре (толщине) выводов до 0,5 - 0.6 мм; 6 - уннверсальиое; в - для детале! с проволочниын выводаун; г - для детйлеЛ с лвиточнымн выводами; f. 4 - пластины, сталь, ДКфвлюминиФ, гетинэнс; 2 - заклепка, 2 шт.; 3 - прокладка, дюралюмияпв; 5 - ско№ гфоволокп медная; 6 - резистор ВС-0.125  Рис. 55. Крепление ььшодов раднодетей на иечагной плате платы, то проводники достаточно протереть бязевым тампоном, смоченным спиртом нли ацетоном. Если же со времени изготоа-ления платы -прошло много времени и проводники потемнели (окислились), то их вначале зачищают до блеска микронной шкуркой, а затем тщательно обезжиривают спиртом. После обезжиривания иа все монтажные площадки с помощью кисточки наносят тонкий слой канифольного флюса. Навесные детали также необходимо подготовить к монтажу и пайке. Их выводы зачищают до блеска, облуживают, формуют (придают определенную форму) и обрезают до необходимой длины. Выводы деталей прн печатном монтаже формуют для того, чтобы, во-первых, привести в соответствие расст'ояиие между ними с расстояниями между соответствующими монтажными площадками иа плате, во-вторых, чтобы предупредить отслаивание н обрыв печатных проводников при неосторожном нажатии иа корпус детали. Выводы можно формовать с помощью пинцета, миниатюрных плоскогубцев или несложных самодельных приспо- сЬблеиий, устройство одного из них показано иа рис> 54, а. Такое приспособление рассчитано иа формовку выводов радиодеталей диа1етром до 0,5-0,6 мм (резисторы ВС-0,125, МЛТ-0,125, МЛТ-0,25, полупроводниковые диоды серий Д2, Д9, маломощные транзисторы и т. д.). Приспособление состоит нз двух пластин (/ и 4), в одной из которых (/) пропилен полукруглый (в сеченнн) желобок радиусом 1,25 мм. В пластине 4 закреплена П-образная скоба 5, изготовленная из стальной или медной проволоки диаметром 1,5 мм. Пластины 1 н4 к прокладка 3 изготовлены из стали или дюралюминия и скреплены между собой заклепками 2. Вывод радиодетали 6 вставляют в зазор между пластинами и, сжимая их в направлениях, показанных иа рисунке стрелками, формуют. Для гибки выводов деталей можио использовать универсальное приспособление, устройство которого показано на рис, 54, б. Оио позволяет гнуть выводы под прямым углом и иа определенном расстоянии от корпуса детали. Это расстояние можио изменять от 1,5 до 85 мм прн длине самих деталей до 50 мм. Ленточные выводы резисторов типа ВС удобно формовать с помощью простого шаблона, показанного на рис. 54, а. Выводы подготовленных к монтажу радиодеталей вставляют в соответствующие отверстия печатной платы н изгибают, как показано на рис. 55. Выводы промышленных малогабаритных трансформаторов НЧ припаиваются непосредственно на монтажных площадках печатных проводников. В любительских условиях, когда нередко одни и те же деталн кочуют нз одной конструкции в другую, эгот способ крепления мало пригоден. Дело в том, что для снятия трансформатора с платы приходится многократно прогревать места пайки выводов, в результате чего крепление выводов в полистироловом каркасе трансформатора резко ослабевает и при малейшей неосторожности выводы обмоток обрываются. Способ крепления, свободами от этого недостатка, показан на рис. 56. Трансформатор приклеивают к плате клеем БФ-2 или эпоксидной смолой, а выводы катушки соединяют с печатными проводниками с помощью Г-образных проводников, нзготовлеи-вых из луженой медной проволоки диаметром 0,5-0,6 мм. Для съема закрепленного таким способом трансформатора с платы достаточно откусить бокорезами эти проводники, удалить их сктатки с помощью пинцета и паяльника, а затем острым ножом отделить еердечиик от платы. 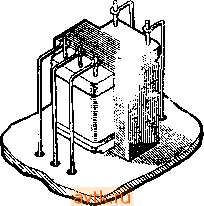  Рис. 56. Монтаж малогабаритного трансформатора НЧ на печатной плате Рис. 57. Насадка для пайки выводов миниатюрных радиодеталей и интегральных микросхем Для пайки соединений н-а печ.атных платах рекомендуется применять припои с низкой температурой плавлепня: ПОС-61 (температуре плавления 190°С), ПОСК-50 (145°С), ПОСВ-30 (130®С) и т, и, Для пайки этими припоями используют электрические паяльники мощностью не более 35-40 Вт, При пайке выводов миниатюрных деталей (полупроводниковых диодов, транзисторов, интегральных микросхем) на жало паяльника желательно сделать насадку из луженой медной проволоки диаметром 1,5-2 мм (рнс. 57). Чтобы припой хорошо растекался, место панки прогревают в течение 2-3 с. Общее время пайки ве должно превышать 4-5 с. Прн пайке выводов полупроводниковых приборов и других деталей, чувствительных к перегреву, следует применять тепло-отводы, в качестве которых можно использовать пинцет, небольшие монтажные плоскогубцы нли специальный термоэкрав, изготовленный из зажима типа крокодил с губками нз красной меди (рис. 58). Следует помнить, что прочность сцепления фольги с основой платы относительно невелика и резко уменьшается при иагрева- 1 ... 5 6 7 8 9 10 11 ... 14 |
||||||||||
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон