

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Механическая обработка металлов 1 ... 4 5 6 7 8 9 10 ... 14 1,5 2 мм с резьбовым отверстием М2 илн МЗ. Для крепления антенны используют либо два кронштейна типа з, либо комбинацию вариантов и и з. К монтажной плате кронштейны крепят с помощью винтов; к стенкам корпуса приемника их лучше при. клеить. Для электрического соединения антенны с входными цепями прнсмиика используют полоску медной фольги (вариант з} нлн латунный лепесток и. Промышленные конденсаторы переменной емкости также закрепляют на монтажной плате либо непосредственно, либо с помощью специальных кронштейнов (рнс. 40 к-м). При этом необходимо помнить, что длина винтов, с помощью которых крепят КПЕ, не должна превышать толщину материала платы или кронштейна более чем на 2-3 мм, иначе можно повредить статорные и роторные пластины конденсатора. Катушки индуктивности обычно закрепляют на монтажной плате с помощью клея БФ-2 илн ему подобного. Для крепление катушек, намотанных на унифицированных каркасах, используют спиралевидный выступ в их нижней части, который вставляют в отверстие соответствующей формы в плате и поворачивают по часовой стрелке (рнс. 40, н). Для экранирования катушек можио использовать алюминиевые корпуса от негодных электролитических конденсаторов. Закрепить такой экран на плате н одновременно надежно заземлить его можио с помощью простого держателя (рис. 40, о, /г), Изготовленного из твердей латуни или бронзы толщиной 0,3-0,5 мм. Длину его заготовки L берут на 2-3 мм меньше длины окружности внутренней поверхности экрана. Согнув заготовку иа круглой оправке подходящего диаметра, ее вставляют в экран и измеряют расстояние между серединами выступов. Затем иа таком же расстоянии друг от друга в плате сверлят отверстия, в которые и вставляют выступы. С обратной стороны платы нх отгибают в разные стороны и припаивают к общему проводу. Экран надевают иа держатель до касания с платой. Такое крепление удобно тем, что при необходимости экран можно легко сиять без всяких инструментов. На рис. 41 показаны возможные способы установки иа монтажных платах маломощных полупроводниковых приборов. Мощные полупроводниковые приборы часто снабжают теплоотводами (радиаторами), которые выполняют одновременно н роль своеобразных кронштейнов, закрепляемых иа платах с помощью винтов. Монтажные опоры, применяемые обычно в ламповых конструкциях, часто изготавливают (при отсутствии готовых) нз органического стекла, гетииакса илн текстолита и отрезков медного луженого провода (рнс. 42, а), нз пластин того же материала и латунных лепестков (рис 42, в) н т. д. Хорошей опорой может быть резистор МЛТ илн БС (рис. 42,6), с которого шкуркой или наждачным бруском удален то копр сводя щий слой, корпус маломощного транзистора' с отпиленной шляпкой н удаленным кристаллом полупроводника и т. д.  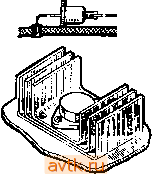 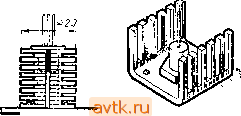 Рис. 41 Крепление полупроводниковых приборов малой и большой мощности  Рис. 42. Монтажные опоры: в-стойки из органического стекла, гетинакса, текстолита с проволочнычи контактами, стойка из резистора МЛТ, в - планки с проволочнымн контактами и лепестками из женоЙ латуви, г - проволочные стойки, запрессованные в монтажную пчату; д - форма Тойки, обеспечивающая плотную Йвпрессовку. е - плоскогубцы с фигурным отверстием Для формовки проволочник стоек; ж - применение оправки для запрессовки стоек в плату Большое распространение в любительской практике получил монтаж (особенно транзисторных устройств) на проволочных сгойках, запрессованных в платы нз гетннакса нли текстолита (рис. 42, г), и пистонах, развальцованных в иих. Стойки изготавливают из ровной медной луженой проволоки диаметром 1 -1,5 мм. Диаметр отверстия под стойку примерно на 0,05- 0,1 мм меньше диаметра самой стойки, что обеспечивает ее прочное крепление в плате. Еще лучше несколько деформировать среднюю часть стойки, как показано на рис. 42, д. Для этой цели удобно использовать плоскогубцы с отверстием соответствующей формы в рабочей части губок (рис. 42, е). Запрессовать стойки  д Рис. 43. Способ вязки жгута и его крепление на шасси или плате а и изоляция отверстий в металлическом шасси tf - 5 можно с помощью оправки (рнс. 42, эж), изготовленной из стального или латунного прутка диаметром 6-8 мм. Пистоны, представляющие собой пустотелые заклепки, изготовленные из Отрезков готовой или самодельной латунной или медной трубки, развальцовывают (расклепывают) в отверстиях монтажной платы с помощью стального прутка с заточенным в виде тупого конуса концом. Вместо пистонов из трубки можно использовать отрезки спирали, намотанной внток к внтку медной луженой проволокой диаметром 0,6-0,8 мм. Спираль наматывают иа стальной оправке под одящегс днаметра, отрезают кулачками кусок нужной длины и вставляют его в отверстие монтажной платы. Несколько соединительных проводов, идущих в одном направлении, обычно объединяют в жгут (рис. 43, а), а чтобы провода не рассыпались, их обвязывают ннткамн. Закрепляют жгут на плате или шассн с помощью металлических илн пластмассовых скоб-хомутиков. В местах прохода жгута через отверстие в металлическом шассн устанавливают пластмассовые или резиновые втулки (рис. 43, б, в). Если этого ие сделать, изоляция проводов может повредиться об острые кромки отверстий и произойдет замыкание. Прн отсутствии готовых втулок можно изготовить нх из отрезков резиновой илн поливнннлхлоридиой трубки, завернув их края, как показано на рис. 43, г. Большие отверстия ожио окантовать трубкой, разрезанной вдоль по всей длине (рнс. 43, д). Трубки из полиэтилена ж поливинилхлорида можно использовать для изоляции металлических корпусов электролитических и бумажных конденсаторов, резисторов типа МЛТ н т. п., причем нз полиэтиленовой трубки диаметром всего 3,5 - 41йМ можно изготовить оболочку для детали диаметром в 4-5 раз большим. Одни конеп трубки плотно зажимают, а в другой вставляют наконечник пульверизатора. Затем трубку нагревают над электроплиткой и, когда она размягчится, нагнетают в нее воздух до тех пор, пока ее диаметр не станет равен требуемому. В таком вияе трубке дают остыть, затем, отрезав тонкие концы, ее надевают на изолируемую деталь. При повторном нагреве трубка плотно охватывает деталь, все надписи на которой отчетливо видны через тонкую стенку трубки. Отрезки поливиннлхлоридной трубки (ее диаметр должен быть в 2-3 раза меньше диаметра детали) помеш,ают иа 5- 8 мин в дихлорэтан. Как только заготовки начнут быстро удлиняться, их вынимают и натягивают на детали. Если при этом трубка рвется, что бывает при передержке в дихлорэтане, ее следует выдержать на воздухе примерно десять минут и после этого повторить операцию натягивания. Хорошо изолирует детали целлулоидный покров. Для этого куски целлулоида (например, фотопленки) растворяют в ацетоне до получения коиснстеиции, близкой к жидкой сметане. В полученный раствор и опускают корпус изолируемой детали. После высыхания первого слоя можно нанести второй, третий и т. д. Этим способом удобно также изолировать различные хомутики н скобы для крепления монтажных жгутов и кабелей. Прежде чем приступать к пайке монтажных соединений, выводы всех деталей необходимо соответствующим образом подготовить: выпрямить, зачистить н залудить. Окисленные поверхности выводов зачищают до блеска острым ножом или наждачной бумагой, При залужнванин выводов, имеющих вид лепестков с отверстиями (конденсаторы МБГО, расшивочные панели трансформаторов питания и т. п.), необходимо следить за тем, чтобы после эалуживания отверстия были свободны от припоя. Излишки припоя удаляют чистой бязевой тряпочкой, не дожидаясь его затвердевания. Выводы деталей, чувствительных к перегреву (полупроводниковые приборы, керамические и электролитические Конденсаторы), во время залуживання следует поддерживать плоскогубцами нли пинцетом в непосредственной близости от их корпусов. При изгибе выводов следует помнить, что минимальное расстояние от корпуса детали до места изгиба должно быть не менее 5 мм, иначе деталь можно повредить. Особую, осторожность необходимо соблюдать прн гнбке выводов полупроводниковых приборов, ламп сверхминиатюрной серии. Для гибки удобно использовать плоскогубцы со скругленными кромками (рнс. 44) или Шаблоны с прорезями (см. рис. 54). Голый медный провод, при- меняемый для прокладки шин заземления, для соединения выводов близко расположенных и закрепленных на плате или шасси деталей, перед залуживаинем с помощью тисков и плоскогубцев выпрямляют. Кускн провода закрепляют в тисках, свободные концы поочередно захватывают плоскогубцами и слегка вытягивают. После этого провод становится абсолютно ровным и несколько упрочняется за счет наклепа, происшедшего при вытягивании. Многожильные провода выпрямлять таким способом нельзя, так как они практически не вытягиваются, а при попытке потянуть сильнее отдельные жилы провода легко обрываются. Многожильные провода проглаживают через тряпочку, зажатую в руке.  щ Рис. 44. Гибка выводов радно- деталей С помощью плоскогубцев Особенно трудно подготовить к монтажу изолированный монтажный провод. Ведь прежде чем его залудить, необходимо с концов удалить изоляцию, которая может быть выполнена из разных материалов. Изоляцию из хлопчатобумажной нити и по-ливииилхлорида (провода МГШД, МГШДО, ПМВГ, ПМОБ и т. п.) рекомендуется подрезать накаленной проволочной петлей. Простое приспособление для этой цели можно изготовить из гетииаксовон или текстолитовой пластинки, иа которой с помощью трубчатых латунных держателей закрепляют петлю из -ннхромовой или фехралевой проволоки (рис. 45, й). Для накаливания петли необходимо напряжение 1,5-2 В, которое можно сиять с понижающего трансформатора, включенного в электроосветительную сеть. Для включения питания служит тумблер, включенный в цепь понижающей обмоткн. Размеры петли н диаметр проволоки подбирают, исходя нэ условия темно-малинового свечения при накаливании. При работе конец провода, с которого необходимо удалить изоляцию, вставляют в середину петли и, поворачивая его вокруг оси, прожигают изоляцию до металлической жилы. После этого ненужный кусок изоляции снимают рукой, и провод готов к эалуживаиию. Значительно труднее зачистить провод, изоляция которого состоит полностью или частично нз стекловолокна (.МГЦСЛ. МГСЛ и т. п.). В этом случае для надреза изоляции можно использовать приспособление, устройство которого показано па рис. 45, б. Оно представляет собой стальную скобу, концы которой загнуты навстречу друг другу, с регулировочным винтом, 9999999999 ограничивающим взаимное перемещение концов при сжатии скобы- Б торцах выпилены ромбообразные выемки с острозато-ценными краями, в которые и вкладывается конец провода, под-еяащий зачистке. Перед работой регулировочный винт устанавливают в такое положение, при котором размер окна, образоваи-иого ромбовидными выемками, равен диаметру токоведущей З4илы провода. Изоляцию надрезают, поворачивая сжатую скобу вокруг провода, а затем удаляют резким движением в сторону зачищаемого конца. Пользоваться для зачистки провода ножом 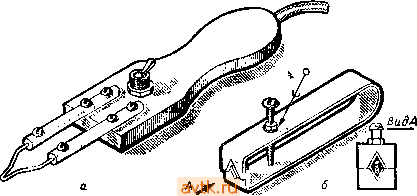 Рис. 45, Прнспособленве для обжига а а надреза1гая б изоляции монтажных проводов следует только в крайнем случае, следя при этом за тем, чтобы случайно не надрезать токоведущую жилу. Нож следует держать наклонно по отношению к проводу (примерно так, как при очинке карандашей). Если все же жила будет надрезана, то провод в этом месте лучше отрезать и попытаться зачистить вновь. Провода некоторых марок (ЛЩСЛ, МГЦСЛ, БПВЛ и др.) имеют наружную оплетку из хлопчатобумажной, шелковой или стекловолокнистсй тканн. Такая оплетка легко раскручивается, поэтому после зачистки ее необходимо закрепить нитками, как показано на рис. 46, а, или густым клеем (БФ-2. Суперцемент ИТ. п.). Концы экранированных проводов обрабатывают следующим образом (рнс. 46, б). Металлическую оплетку иа длине 10-15 мм надрезают маникюрными ножницами или бокорезами и удаляют. Край оплетки подравнивают одним из этих инструментов и обматывают нитками с клеем. Если необходимо оплетку заземлить. То вместо ниток используют тонкую (0,4-0,5 мм) луженую проволоку, которую в месте намотки тщательно пропаивают. После зачистки экранированного провода изоляция должна несколько Выступать из-под оплетки, иначе может произойти замыкание на внутреннюю жилу. При залужнванин отде.1ьиые проволоки многожильных проводов скручивают вместе и покрывают тонкищ слоем припоя. Основным способом электрического соединения радиодеталей в любительских конструкциях является пайка. В отлнчуе от обычной пайки, применяемой для механического соединения эле. ментов конструкций, пайка электрпческнх соединений имеет свои особенности. Во-первых, при монтаже не применяют кислотных флюсов, которые со временем разрушают спаянные места, выводя радиоаппарат нз строя. Основным флюсом является прозрачная кусковая канифоль светло-желтого цвета, которая прн плавлении llвiiфm;:JUJlJ   Рис. 46. Способы заделки изоляции из волокнистых материалов а и металлической оплетки экранированных проводов 6 выделяет гораздо меньше дыма, чем другие сорта канифоли, н, кроме того, меньше загрязняет места пайки, что облегчает их последующую промывку. Очень удобен в работе раствор канифоли (измельченной предварительно в порошок) в этиловом спирте. В таком виде канифольный флюс несколько более активен и лучше растворяет окислы на спаиваемых поверхностях. На две весовые части спирта берут одну часть канифоли. Порошок тни-тельно размешивают до получения однородного раствора, который хранят в посуде с плотно закрывающейся крышкой. На спаиваемые поверхности такой флюс наносят кисточкой или деревянной палочкой. При отсутствии канифоли ее можно заменить сосновой смолой, растопленной в жестяной байке и разлитой затем в спичечные коробкн. Растапливать смолу необходимо на слабом огне, иначе оиа легко воспламеняется. Таким флюсом пользуются так же, как и канифолью. Неплохие результаты получаются прн использовании флюса на основе жирных кислот. Он высокоактивен, не вызывает кор- SosHH металла и обладает хорошими смачивающими свойствами, [ля приготовления такого флюса кусок 60%-ного хозяйственного мыла измельчают на терке и растворяют полученную стружку в горячей воде, налитой в стеклянную посуду. Воды берут по весу в два раза больше, чем мыла. В неостывшнй раствор небольшими рринями вливают, помешивая, соляную кислоту до тех пор, пока полоска бумаги, смоченной водным раствором пургена (фенолфталеин с сахвром), не начнет краснеть. Всплывшие на поверхность жирные кислоты помещают в отдельную посуду с теплой 0ОДОЙ и, энергично помешивая, промывают, Через 10-15 минут после отстаивания раствора воду сливают, а осевший осадок разогревают и смешивают с равным (по весу) количеством канифоли. Второе отличие монтажной пайки от обычной заключается 0 том, что для иее применяют относительно легкоплавкие припои с температурой плавления ие выше 240 С. В основном это оло-вянно-свинцовые припои ПОС-40 и ПОС-61 (цифры в марке при^ поя обозначают процентное содержание в припое олова). Первый из них (температура плавления 235° С) применяют для пайки толстых проводов, припайки к ним наконечников, для пайки соединений проводов с лепестками деталей, нечувствительных к нагреву и т. и. Припой ПОС-61 (температура плавления 190°) используют для пайки тонких (диаметром 0,05-0,09 мм) обмоточных проводов, выводов керамических и электролитических конденсаторов, полупроводниковых приборов и во всех других случаях, когда требуется повышенная механическая прочность и высокая электропроводность пайки. Для пайки выводов миниатюрных деталей, чувствительных к перегреву, применяют припой ПОСК-50 (олово -50%. кадмий-18%, свинец -32%) с температурой плавления 145° С. Легкоплавкие припои выпускаются в виде прутков, проволоки, лент, трубок, заполненных канифолью и т. д В любительских условиях наиболее удобны трубки с канифолью. Качество пайки во многом определяет нормальную и надежную работу радиоаппаратуры, поэтому оно датжно быть очень высоким. Для этого спаиваемые поверхности выводов деталей и проводов тщательно очищают от грязи, жира н продуктов коррозии н облуживают. Для зачистки используют острый нож, наждачную бумагу, стальные щетки и т. п. В любительских условиях чаще всего применяют электрические паяльники мощностью 30-50 Вт. Стержень такого паяльника должен быть длиной 50-70 и диаметром 5- 6 мм. Если позволяет конструкция паяльника, желательно иметь два сменных стержня: прямой и загнутый. Перед пайкой рабочей части стержня следует придать необходимую форму и облуднть. Конец стержня вначале желательно отковать (сплющить), а затем уже обработать напильником до Получения формы, показанной на рнс. 47. Такая форма рабочей Части способствует лучшему стеканию припоя в место пайки, предварительная отковка приводит к образованию наклепа.  Рис. 47. Форма рабочей части паяльника  который уменьшает интенсивность растворения меди в припо^ и затрудняет образование раковии. Раковины ухудшают тепловой контакт со спаиваемым местом, затрудняют стекание припоя и, следовательно, замедляют процесс пайки. Сразу после опиловки стержня паяльник разогревают. Чтобы предохранить рабочую часть стержня от окисления, ее в процессе нагрева периодически прикладывают к куску канифоли. Перегрев паяльника перед первым погружением в канифоль недопустим так как лучше всего оиа растворяет окислы меди при температуре ие выше 150°С. Если паяльник перегрелся (при касании канифоль горит и выделяет очень много дыма), его необходимо остудить, еще раз зачистить рабочий конец напильником, и только после этого снова нагреть. Когда паяльник нагреется до температуры плавления припоя, плоскости рабочей части поочередно прикладывают к прутку припоя и залуживают. Тонкий слой припоя предохраняет паяльник от окисления и облегчает пайку. Нагар, образующийся иа рабочей части паяльника в процессе пайки и затрудняющий ее, можно удалить протиранием чистой тряпочкой или погружением рабочей части в кусок канифоли, используемой только для этой цели. Окалину, образующуюся на нерабочей части стержня, удаляют механическим путем, не дожидаясь, пока она начнет осыпаться и загрязнять флюс. Большое значение для получения хорошей пайки имеет правильный выбор температуры рабочей части паяльника. Проще всего ее регулировать изменением напряжения питания, например, включая паяльник ие иепосредствеиио в сеть, а через лабораторный автотрансформатор. Температура нагрева рабочей части паяльника должна быть несколько выше температуры плавления припоя. Это необходимо для того, чтобы паяльник не только расплавил припой, но и нагрел спаиваемые места до температуры его плавления. В этом случае пайка получается светлой и блестящей. Если для пайки требуется небольшое количество припоя, его переносят к месту пайки залуженным концом паяльника вместе с канифолью. Для этого паяльник вначале опускают в канифоль, затем быстро набирают припой и прикладывают стержень паяльника к спаиваемым проводам. Место соединения прогревают до тех пор, пока припой не растечется по спаиваемым поверхностям, после чего паяльник отнимают. Для улучшения пайкн на соединяемые провода рекомендуется предварительно нанести тонкий слой жидкого канифольного флюса. При работе с трубчатым припоем вначале прогревают место пайки, затем к рабочей части паяльника подносят припой и добиваются его равломериого растекания по всем спаиваемым поверхностям. Во время остывания припоя соединенные пайкой детали должны оставаться неподвижными, иначе в припое могут образоваться трещины и пайка получится ненадежной. Если паяльник недостаточно нагрет, припой плавится очейь медленно, время пайки увеличивается, а это может привести к пе- регреву радиодетали и выходу ее нз строя. Недостаточно нагретый припой быстро остывает и превращается в кашеобразную 1йассу. В результате пайка получается непрочной. Со временем припой либо отваливается, либо отслаивается от спаяиых поверхностей проводников, что приводит к возникновению помех при работе радиоаппарата или даже к полному его отказу. Плохая {зйка получается и при работе перегретым паяльником. Таким паяльником трудно набрать припой, а если это все же и удается, то он быстро покрывается пленкой окислов и пайка получается шероховатой, темной и непрочной. 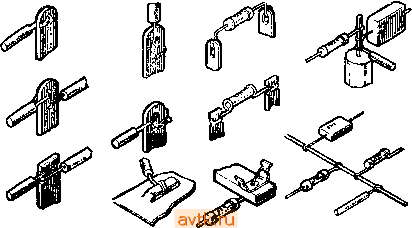 Рис. 48. Способы закреплеинн концов монтажных проводов и выводов радиодеталей прн проволочном монтаже Некоторые трудности у радиолюбителей вызывает пайка нихромовых проводов, применяемых прн самостоятельном изготовлении проволочных резисторов. Конец такого провода зачищают до блеска мелкой наждачной бумагой, наматывают на контакт или вывод, к которому его необходимо припаять, а сверху наматывают в один слой луженую медную проволоку диаметром 0,25-0,3 мм. Затем все место соединения тщательно пропаивают. Остывая, припой усаживается и крепко прижимает нихромовый провод к контакту. Для получения прочных и надежных соединений выводы деталей перед пайкой необходимо закрепить. Дело в том, что легко-ьнавкие припои обладают невысокой механической прочностью, если перед пайкой выводы деталей или провода не были за-*Реплены, то при ударах или тряске паяное соединение может Разрушиться. Некоторые способы крепления проволочных выво-i.OB навесных деталей и проводов на монтажных лепестках н выводах крупногабаритных деталей показаны на рнс, 48, При мои- 1 ... 4 5 6 7 8 9 10 ... 14 |
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон