

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Механическая обработка металлов 1 ... 10 11 12 13 14 s-ts 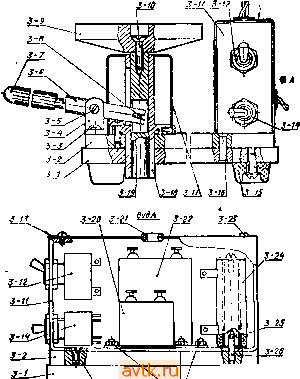 Puc. 92. Основаиие с механизмом подачи стола и узлом коммутации; 3 / - пластина нижияя; 3-2 пластина верхняя; 3-3 - винт М4 х Ю, 7 шт.; 3-4 - нрон-шгейн, 2 шт.; 5-5 - винт МЗ X 15; З-б - рычаг; 3-7 - ручка, оргстекло, боннт, текстолит; -штифт 02. сталь, запрессовать в дет. Э-19; 3-9 - стол; -винтМ4 X IS; 3 11 - скоба, АМц-П толщиной 1,5 мм; 3-12 - гуиблер TB2-I (выключатель питания); d-J3~ крышка, АМц-П толщиной I ым, закрепить на дет. 3-11 винтами 3-23 (М2 х 5); 3 14 - тумб.1ер ТП1-2 (€Peaepc ); 3-15 - ножка приборная, резина, 4 шт.. закрепить иа дет 3-1 винтами М4 X 12: 3-1S - заклепка алюминиевая, 4 шт., 3-17 - кожух, алюннннй, закрепить иа дет. 3-18 винтами 3-23. 3-IS - втулка; 3-19 - ползун; 3-20 - конденсатор МБГО-2-600-0,о-П 72), закрепить на дет. 3-11 винтами 3-35 и гайками 3-S7; 3-21 - пистон резиновый, 2 шт.; 3-22 - конденсатор МБГО-2-600-2-11 (Ct), закрепить на дет. 5- ввнтамн 3 2S и гайками 327; 3-23 - винт М2 X 3. 5 шт.; 3-24 - реэнстор ПЭВ-25-510-10% iRl): 5 25 -стойка, Д18-Т; .?-25 - шпилька МЗ X 15; 5-2? - гайкн МЗ. 4 ШТ.; 3-2S - винт МЗ X 6,5 шт. Детали 3-1. 3-2, 3-4. 3-11, 3-13 К 3-/7 красить нитроэмалью серого цвета /ts as 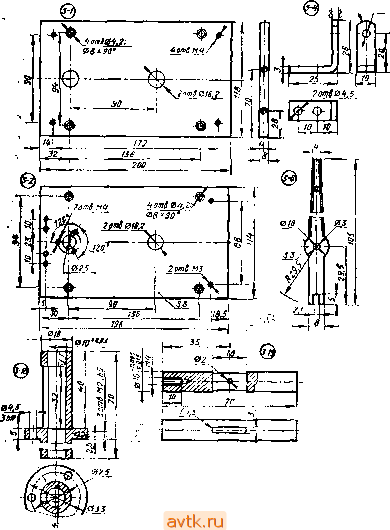
Puc. 93 Детали асионания и механизма подачи стола; 1-1 3-i - влас1ячы нижняя н верхняя. Д16-Т; i-4 - кроиштеЛн. Ст lOWi: - - P W. Cr.IOKD. -стол, CT.4S; 4-м -1ггулк . ЛС59-1; - ползуи, 0.4S Ползун 3-19 с закрепленным на нем с помощью вннта 3-10 столом 3-9 может перемещаться во втулке 3-18. В ползуне имеется продольный паз, в середине которого (перпендикулярно его стенкам) запрессован щтифт 3-8. Во втулке 5-/S с левой (по рисунку) стороны также имеется продольный паз, в который входит рычаг 3-6. Своим концом ои подвижно соединен со штифтом 3-8. Поворачиваясь (при нажатии на ручку 3-7) вокруг осн 3-5, закрепленной в кронштейнах 3-4, рычаг поднимает стол 3-9 с обрабатываемой деталью навстречу вращающемуся сверлу. Пределы перемещения стола ограничены длиной продольного паза во втулке 3-18. Узел коммутации включает в себя выключатель питания электродвигателя 3-J2 (по принципиальной схеме на рис, 94- BJ), переключатель направления его вращения 3-14 {В2), конденсаторы 3-20, 3-22 {С1, С2) и резистор 3-24 {R1) фазэсдвнга-ющей цепочки, элементы крепления этих деталей, скобу 3-tl и крышку 3-13. Детали. Большинство деталей станка относительно просты в изготовлении и дополнительных пояснений к чертежам не требуют. Необходимо только учесть, что для облегчения сборки некоторые из внх следует обрабатывать совместно. Это требование относится к пластинам 1-17, 1-28 шпиндельной бабкн н пластинам 3-1, 3-2 основання. Шпиндель 1-12 необходимо изготавливать в центрах с одного установа, а его коническую часть доводить по имеющемуся в наличии патрону, добиваясь по возможности наиболее точного сопряжения посадочных поверхностей. Ручку 3-7 изготавливают из органического стекла илн эбонита н напрессовывают на предварительно нагретый конец рычага 3-6. Кожух 3-17 изготавливают нз корпуса вышедшего из строя электролитического конденсатора подходящих размеров (например, КЭ-2 20,0X450 В). Сборка, Шпиндельную бабку собирают в соответствии с рис. 90 в такой последовательности. На шпиндель 1-12 до упора в бортик диаметром 12 мм напрессовывают шариковый подшипник № 18 (ГОСТ 8338-57), после чего вместе со шпинделем его вставляют в нижнюю (по рисунку) проточку втулки 1-5. Затем на выступающий из втулки конец шпинделя надеввют трубку 1-4 и напрессовывают до упора в нее второй такой же подшипник. Перед сборкой оба подшипника тщательно промывают в керосине, а после напрессовки на шпиндель смазывают густой смазкой ЦИАТИМ-201 нли техническим вазелином. Шпиндель должен легко без заеданий вращаться во втулке. Далее втулку 1-5 и разрезную втулку 1-26 вставляют в отверстия диаметром 26 мм в пластине 1-28, а сверху накладывают пластину 1-17. Повернув втулку 1-26 в положение, показанное иа рис. 90, детали бабкн соединяют между собой, используя для этого вннты М4Х16. Два нз них используются также и для крепления на пластине 1-17 платы 1-18 электродвигателя. Эту плату крепят к пластине 1-17 дополнительно двумя винтами М4х12, Кольцо 1-2 крепят к пластине 1-28 двумя винтами МЗХ8 (/-5). Своим выступом оно должно плотно прижать наружное кольцо нижнего подшипника к бортику проточки во втулке 1-5. Далее на шпиндель 1-12 надевают шкив 1-10 (до упора во внутреннее кольцо верхнего подшипника) и поворачивают его так, чтобы отверстие с резьбой М4 оказалось напротив лыски на шпинделе. В этом положении шкив закрепляют с помощью стопорного винта М4Х20. Затем иа шпиндель надевают шайбу толщиной 1 мм и навинчивают гайки /- , В последнюю очередь к пластинам 1-17 н 1-28 с помощью восьми винтов М2Х5 (1-25) крепят кожух 1-24, в резьбовое отверстие разрезной втулки 1-26 ввинчивают специальный вннт 1-27 и собирают устройство Kpeii-леиия защитного кожуха. Его собирают на винте 1-8 (с резьбой по всей длине). Винт с навинченной иа него гайкой 1-7 и резьбовой втулкой 1-6 ввинчивают в отверстие с резьбой М4 на торце пластины 1-17 и контрят втулкой 1-6 в таком положении, чтобы между ией и головкой виита остался зазор, равный 5-6 мм. Между гайкой 1-7 и втулкой желательно надеть шайбу из гетинакса или текстолита, иначе прн затягивании гайки можно повредить окраску защитного кожуха. Последний собирают из деталей 1-9 и 1-13 с помощью алюминиевых заклепок диаметром 2 мм и крепят к пластине 1-17 двумя винтами МЗХб (1-15). Под головки этих винтов, а также между лапками защитно1о кожуха и кожухом 1-24 необходимо проложить полиэтиленовые шайбы. Электродвигатель закрепляют на плате 1-18 тремя винтами М4Х6 (1-21) с потайной головкой. На валу двигателя с помощью виита М4х12 (1-20) крепят шкив 1-19. Далее на колодке питания двигателя разъединяют концы пусковой и рабочей обмоток (для изменения направления вращения), подпаивают к выводам основной и пусковой обмоток жгут из четырех разноцветных проводов марки МГШВ 0,5 длиной ие менее 500 мм и закрывают колодку крышкой 1-22. Для крепления крышки используют вииты крепления колодки. Наконец иа шкивы 1-10 и 1-19 надевают резиновый пассик 1-14, а на конусе шпинделя закрепляют патрон. Основание стайка собирают, руководствуясь рис. 92. Пластины 3-1 и 3-2 соединяют друг с другом заклепками 3-16. После окраски к пластине 3-1 винтами М4Х12 с шайбами крепят ножки 3-15- Втулку 3-18 и кронштейны 3-4 закрепляют иа пластине 3-2 винтами М4Х10. Ползун 3-19 со штифтом 3-8 и столом 3-9 вставляют во втулку 3-18 и поворачивают так, чтобы пазы в ползуне и во втулке совпали. Затем в зазор между кронштейнами 3-4 вставляют рычаг 3-6 и вводят его в зацепление со штифтом ползуна 3-19. Совместив отверстие в рычаге с такими же отверстиями в кронштейнах 3-4, в [1их вставляют ось - винт МЗХ 15 (3-5) с гайкой. Взаимное положение кронштейнов 3-4 и втулки 3-18 необходимо отрегулировать так, чтобы при нажатии на рычаг BL Сеть 3-6 ползун 3-19 со столом 3-9 легко поднимался и возвращался в исходное положение под деГгствнем собственного веса. После этого рычаг снимают, все трущиеся места механизма смазывают техническим вазелином, закрепляют на фланце втулки 3-/ кожух 3-17 и снова устанавливают на место, теперь уже окончательно, рычаг 3€. Конденсаторы 3-20 и 3-22 закрепляют на скобе 3-1J винтами 3-28 (МЗ X 6) с потайной головкой н гайками 3-27, после чего скобу крепят к пластине3-2еще одним винтом 3-28 и шпилькой 3-26 (М3х15), ввинченной до упора в стойку 3-25. На нее надевают резистор 3-24 н закрепляют его винтом МЗх 10 и шайбой с внешним диаметром 20 мм. После этого устанавливают тумблеры 3-12 н 3-14 н производят электрический монтаж в соответствие со схемой, показанной на рнс. 94. Закончив сборку узлов, в ос-/ нованнн с помощью гайки 4 и шайбы закрепляют стойку 2 (рис. 95) и надевают иа иее шпиндельную бабку. Бабку закрепляют на стойке винтом 1-27 разрезной втулки. Жгут, идущий от электродвигателя, пропускают через отверстие в крышке 3-13 и припаивают к элементам, смонтированным на скобе 3-11. Затем подпаивают сетевой шнур 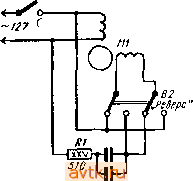 Cf2,DH00S С2 0,56008 Рис. 94. Принципиальная электрическая схема включения электродвигателя ®  Рис. 95. Стойка, Ст.45 н закрывают узел коммутации крышкой 3-13, используя для ее крепления винты 3-23 (М2Х5). После этого проверяют работу станка. В патроне шпниделя закрепляют сверло диаметром 2-3 мм, опускают шпиндельную бабку и, оставив зазор между концом сверла и столом станка примерно 12-15 мм, закрепляют ее винтом разрезной втулки. Переключатель В2 устанавливают в положенно, соответствующее вращению шпниделя в направлении движения часовой стрелки (если смотреть на шпиндель сверху), на стол кладут пластину какого-либо листового материала и включают питание электродвигателя выключателем В1. Придерживая пластину левой рукой, правой плавно нажимают иа рычаг 3-6 н сверлят отверстие. Работу станка проверяют при разных числах оборотов шпинделя и на различных материалах. приставка к станку для токарных работ Устройство приставки, превращающей описанный станок в токарный, показано на рнс. 96, чертежи ее основных деталей - на рис. 97. Основой приставки являются кронштейны /, которые соединены между собой направляющими 23 н гайками 19. 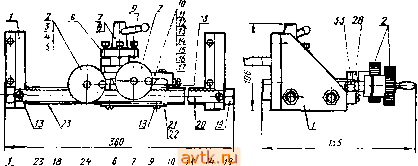 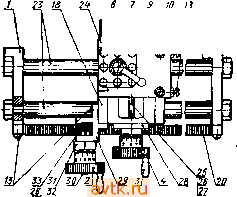 Рис. 96. Приставка к станку для токарных работ: / - К|юнттейи, 2 шт.; 2 - рукоятка, 2 шт.; 3 - поводок, 2 шт., * - кольцо с делениямк, 2 шт.; 5 - ВИНТ стопорный М4 X 5, 2 шт.; S - резцедержатель; 7, S- рукоятка; 9 - болт МБ X II), 8 шт.; to - салазкн; - шпяль-ка; /2 - шайба, 2 шт.; /3 - вннт М4 X 12. 10 шг : 14 - гайка М4, 2 шт.; 15 - вкладьшг, 16 - внят М4 X 12, 2 шт : /7 - гайка специальная; 18 - основание су-порта; /Р-гайка MIO. 2 шт.; 30 - рейха; 21 - накладка; 22 - прокладка, бронза; - направляющая, 2 шт.; 24 - резец; 25 - вннт ходовой; 26 - штифт; 27 - кольцо; 28 - втулка; 29 - Крон штейн; 30 - валик, серебрянка 4Xf3 днаметром 6 ми; 3/ - кольцо; 32 - ВШ1Т МЗ X К (о потайной головкой), 2 шт.; 33 - колесо зубчатое, закрепить на дет. 30 штв^лго 36 Со станком приставку соединяют четырьмя винтами MSXS, которые крепят кронштейны / к пластинам шпиндельной бабки и основания, для чего в них предусмотрены отверстия с резьбой М5. По направляющим 23 может перемещаться супорт, состоящий из основания (дет. 18, 21, 22), резцедержателя 6 с резцом 24 т 03,2 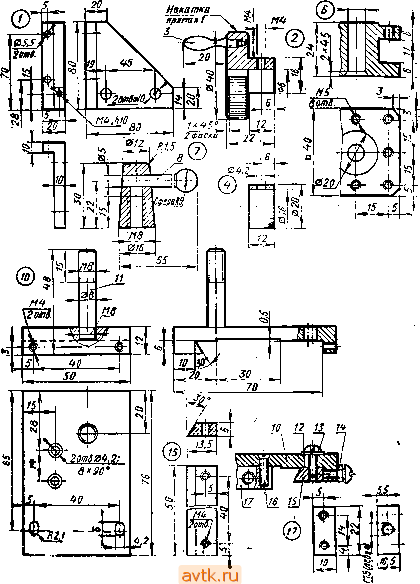 Рис. 97. Детали приставки для токарных работ: / - кронштейн, Д1в-Т: г -руконгча. Д1в-Т: 3-поводок, Ст.АП, полировать; * - кольао о деаенйяии. Д1в-Т; в - реацедержатель. Ct.45j 7 - рукоятка, Cr.Ai:. деталь 8 прессовать в дет. 7; 10 - салазкк, Ст.45! / - шпнлыса. Ст. 45; П - шай<5щ; 19 - вянг м4 X 12; - гаДка М4; fS - вкладыш. Ст.45: IS - вннт М4 х 12; I? - гайка специальная. 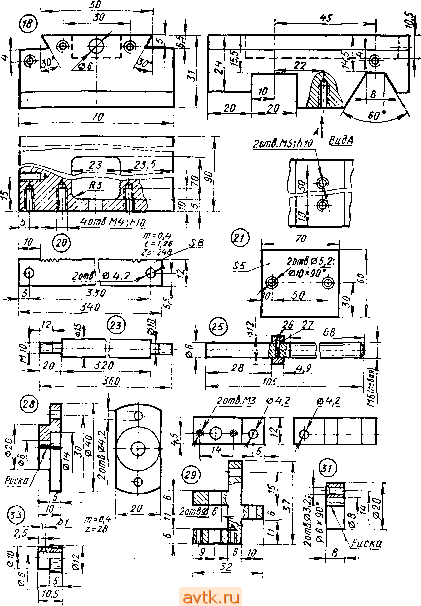 бронза Бр.ОФ6,5-0.15; /а - осноыанне cydopra, ЛС59 1; if - рейна. Ст 45; ?/- Накладка, Ст 10 кп- 23 - направляющая, Ст.45; 26 - винт ходовой, Ст.45; 26 - штифт. СТ.-1Б; 27 - кольцо! Ст.45; 28 - втулка. ЛС59-[; 2S - кронштейн, ЛС5Э-1; 3! - колъцр, Д16-Т: - колесо зубчатое, Ст.45 и механизмов перемещения в двух взаимно перпендикулярных направлениях. Механизм перемещения в направлении, параллельном осн вращения обрабатываемой детали, состоит из рейки 20, закрепленной на кронштейнах 7, зубчатого колеса 33 с валиком 30. вращающихся в отверстиях кронштейна 29, и рукоятки 2. Кроиш*тейн 29 закреплен на основании 18 с помощью двух винтов 13, а рукоятка 2 на валике 30- стопорным винтом 5. Механизм перемещения в направлении, перпендикулярном первому, включаетвсебя салазки {дет. 10-17), соединенные с основанием супорта направляющими типа ласточкин хвост , ходового виита 25 с гайкой 17, закрепленной на нижней стороне салазок, втулки 28 и еще одной рукоятки 2, установленной на конце ходового вннта. В резьбовое отверстие, имеющееся в салазках, ввинчена шпилька 11 (см. рис. 97), иа которую надет резцедержатель 6. Для крепления резца служат болты 9. Фиксация положения резцедержателя осуществляется рукояткой (дет. 7 и 5), иавннчеиной иа выступающий за его пределы конец шпильки . Безлюфтовое движение супорта по направляющим 23 обеспечивается соответствующей формой пазов в нижней части основания 18 н точным подбором толщины прокладки 22 между ним и накладкой 21, Выбор люфта в направляющих ласточкин хвост осуществляется с помощью винтов 13, ввинченных в резьбовые отверстия салазок 10. При работе с приставкой обрабатываемую деталь закреп-ляют в патроне шпинделя станка. Плоские детали закрепляют с помощью гаек иа оправках диаметром 6 мм. Такие же оправки используют и для крепления полировального войлочного круга, а также абразивного круга. литература 1. Журнал Радио . 1960-1973. 2. Б од а к С. И. а др. Сборка н монтаж радиоаппаратуры. М., Эне(К гия , 1967. 3. Гусев В. П. Производство радиоаппаратуры. М., Высшая школа>, 1907. 4. Джонсон Р. Как строить радиоаппаратуру. Перевод с английского. МРБ. вып. 622. М., Энергия , 1968. б. Кузьмин Е. Н. Советы радиолюбителям. МРБ, вып. 815. М., Энергия , 1972. 6. Иваницкнй В. Помощник радиолюбителя. М., Московский рабочий , 1967. 7. Соболевский А. Г. Радиолюбительская мастерская. МРБ, вып. 747. М., Энергия , 1972, 8. Рязанов К.6., Толнасский И. С. Радиотехнические лектро- изоляцнонные материалы. МРБ, вып. 635. М., Энергия , 1967. 1 ... 10 11 12 13 14 |
||||||||||||||||||||||
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон