

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Механическая обработка металлов 1 ... 9 10 11 12 13 14 ляется пуансон Р, изготовленный также из инструментальной стали (старый надфиль или напильник). Для облегчения штамповки пуансон в нерабочей части имеет небольшое сужение. 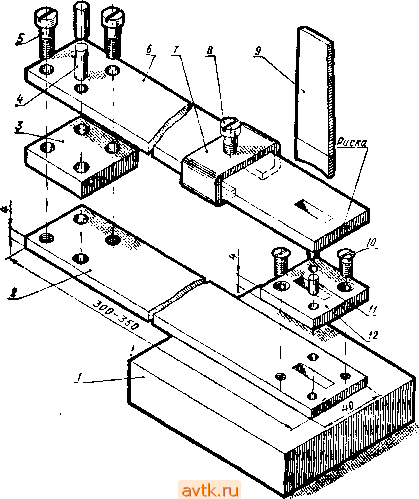 Рис. 83, Штамп для вырубки огверстий: / -агагл, сталь; t, 6 - оластйяы, дюралкяшнвй, сталь; 5- прокладка, дюралюмннвЁ; § штнфТ( сталь, S щт.; 6 - винт М5, 2 uir.; 7 - скоба, сталь; 8 - вант М4; 9 - пуаи-ооа, Gr.VSi /О -винт Ш, 2 шт.; 11 - штяфт, сталь, 2 шт,; 13 - матрица Ст.Ув Изготовление и сборка этого штампа практически не отличаются от изготовления н сборки предыдущего штампа. Для удобства работы на пластине 6 устанавливают скобу 7 со стопорным винтом 8, которая служит упором для края детали, в которой вырубают отверстия. 1И Прн необходимости в пластинах и матрице можно просверлить круглые отверстия и, используя в качестве пуансона хвостовик сверла (как в штампе для вырубки швйб), вырубать с помощью этого же штампа круглые отверстия. Штамп для вырубки деталей из фольги и пленок. Изготовление штампов для вырубки деталей из тонких материалов затруд-няегся тем, что зазор между пуансоном и матрицей в этом . .Q случае должен быть очень малым (сотые доли ми.члпмет-ра). Для штамповки деталей из фольги и пленок гораздо легче изготовить так называемый штамп с резиной, устройство которого показано на рнс. 84. Он состоит нз стакана /, в который вложен резиновый 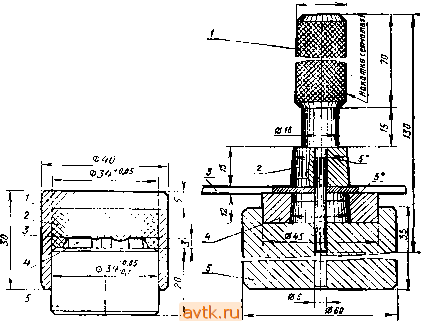 Рис. 84. Штамп для вырубки деталей Рис. 85. Шта.\]п для вырубки отв^ нз фольги и пленок: стий большого диаметра: /-стакан, сталь. 2 - диск, резина; 3- ; -пробойник, сталь; - пуансон, Ст.У^ заготовка детали; * - матрица-пуансон, 3 - обрабатываемая деталь (шасси); 4 - Ст.УВ; 5 - поршень, сталь матрица, Ст.УК 5 - основание, стаА ДИСК 2, и поршня 5 с шаблоном 4 (он выполняет одновременно функции пуансона и матрицы). Заготовку нз фольги илн пленкиЗ помещают между шаблоном и резиновым диском и, вдавливая поршень в стакан (делать зто можно в тисках, под прессом или уларом молотка), вырубают деталь, форма которой в точности повторяет форму шаблона. Сущность этого способа штамповки состоит в том, что при сжатии резина стремится заполнить все свободное пространство между шаблоном н поршнем. А поскольку края заготовки уже сжаты ими, происходит обрыв штампуемого материала на острых кромках шаблона. С помощью такого штампа можно вырезать детали нз листовых материалов толщиной до 0,2-0,3 мм. При штамповке удара- tis ии молотка днск 2 следует вырезать из твердой резины. Оптимальная толщина шаблона - примерно 3 мм. Штамп для вырубки отверстий большого днаметра. Для вырубки отверстий под ламповые панели, электролитические конденсаторы, втулки переменных резисторов н т. п, можно использовать наборные штампы (рис. 85), состоящие из основания 5, 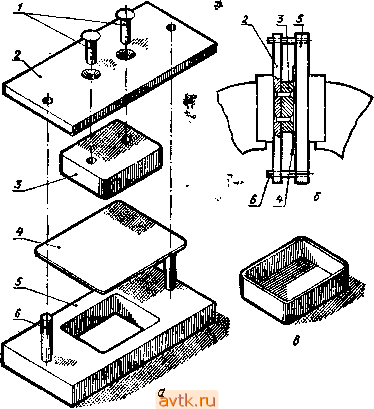 Рас. 86. Штамп для изготовления полых деталей: о - устройство; б -положение штампа в тисках при работе; в - готовая деталь; / - заклепки, алюминий; 2 - планка, дюралюминий; 3 - пуансон, сталь, дюралюминий; 4 - заготовка детали; 5 - натрица, сталь, дюрзлюикнкй; S - штифт, сталь, 2 шт.. запрессовать в дет. 5 пробойника /, сменных матриц 4 н пуансонов 2. Последние изготавливают из инструментальной стали с последующей закалкой в средним отпуском. Перед вырубкой отверстия в заготовке детали 3 сверлят отверстие диаметром, равным диаметру центрирующего стержня пробойника. Затем в углубление основания вставляют матрицу с отверстием требуемого диаметра, стержень пробойника с предварительно надетым на него пуансоном вставляют в отверстия в заготовке и основании и сильным ударом молотка по пробойнику вырубают отверстие. при изготовлении пуансонов и матриц следует помнить, что ввзор между ними должен быть равен примерно 1/20 толщины материала детали. В этом случае кромки отверстий получаются ровными и практически не требуют какой-либо дополнительной обработки. Штамп для изготовления иолых деталей. Устройство простейшего штампа для вытяжки деталей из мигких листовых материалов (алюминиевых сплавов марки АМц, латуни Л62-М, органического стекла н целлулоида в нагретом состоянии) толщиной 0,5-1 мм показано на рнс. 86, а. Детали этого штампа можно изготовить из стали, дюралюминия и даже гетинакса или текстолита. 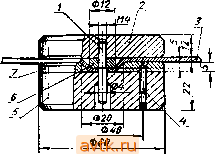 Рис. S7, Штамп для выдавки углублений: / - шпилька, сталь; ? - диск, сталь; 3 - обрабатываемая деталь; 4 -винт МЗ. 3 шт.; 5 - основание, сталь; 6 - пуансон, сталь; 7 - матрица, сталь Штамп состоит нз планки 2 с закрепленным на ией с помошью заклепок / пуансоном S и матрицы 5 с направляющими штифтами 6. Заготовку 4 из листового материала кладут }ia матрицу и сверху прижимают пуансоном, следя зз тем, чтобы направляющие штифты В вошли в отверстия планки 2, а заготовка выступала за края пуансона примерно на одинаковую велччину со всех сторон. Весь пакет штампа помещают между губками тисков (рнс, 86, б) и, сжимая их, производят вытяжку заготовки. После этого ее кромки обрабатывают напильником, и деталь готова. Боковой зазор между матрицей и пуансоном должен быть в пределах 1,1-1,2 t {t - толщина материала заготовки детали в миллиметрах), Рабочие кромки пуансона (боковые и нижние) и матрицы (верхние) необходимо скруглить напильником под радиус, примерно равный толщине штампуемого материала. Отверстия в планке 2 и матрице 5 под направляющие штифты 6 сверлят совместно вначале сверлом, диаметр которого на 0,3-0,5 мм меньше диаметра штифта. Чтобы пуансон при этом был сцентрирован относительно матрицы, его боковые поверхности обматывают узкой (по толщине пуансона) бумажной лентой до тех пор, пока он не будет плотно входить в отверстие матрицы. После этого отверстия в матрице рассверливают до диаметра на 0,03-0,05 мм меньшего, чем диаметр штрифта, а в планке 2 - до днаметра на столько же большего, и запрессовывают штифты в матрицу. Прн вытяжке деталей прямоугольной формы углы заготовки необходимо обрезать по радиусу, равному глубине штампуемой детали. Обычно размеры и форму заготовки уточняют после пробной вытяжки. Для выдавки небольших углублений в шассн, каркасах и других деталях можно использовать штамп, устройство которого показано на рис. 87. Так же, как и в штампе для вырубки больших отверстий, пуансон н матрица здесь сменные. Пуансоне закрепляют на диске 2 с помощью шпильки 1, которая одновременно используется и в качестве направляющей, матрицу 7 - на основании 5 с помощью винтов 4. Рабочие кромки пуансона и матрицы скругляют напильником под радиус, равный примерно толщине материала. электрическая дрель Такую дрель (рис. 88) нетрудно изготовить в любительских условиях на базе электродвигателя мощностью 30-50 Вт (автомобильный МЭ-218, 0Д-7А и т. п.). Для этого из стали или латуни изготавливают переходник 2 с конусом Морзе 1а на одном конце н двумя резьбовыми отверстиями МЗ иа другом. На валу 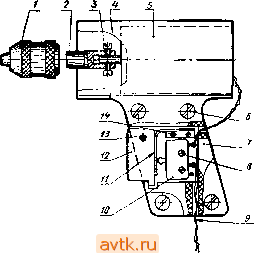 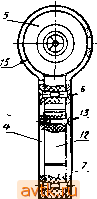 Рис. 88 Самодельная 5Лектро.{фель: 1 - патрон 1а; i - щреходнвк, Ст.А12; 9 - вннт, 2 шт ; 4 - обайыа, АМц-П толцнной 3 ын, S - электродвигатель; 6 - винт MS - Мб, Ь шт.; 7 - орсжладка, гетинакс текстолит, оргаинческое стекло; 8 - вият М2, 2 шт , 9 - провода соединятельные, /О - микропереключатель МП-3 закрепить иа дет 4 аиитаыи 8. tl - пружина, броызв толщиной 0,4 - 0.5 мм закрепить на дет 4 заклепками 14; 12 - клавиша, гетинако, текстолит орга ннческое стекло; И - вннт МЗ, 14 - заклепка, алюминий, 2 шт.; tS - прокладка, резина ТОЛЩИЕЮЙ 0.8 - I ым электродвигателя его закрепляют винтами 3. а иа конический конец насаживают трехк>лачковый патрон / Обойму 4 сгибают нз листовой стали нли алюминия толщиной 1,5-5 мм, прокладку 7 изготавливают из гетинакса. текстолита или органического стекла толщиной 12-15 мм. В прокладке выпиливают прямоугольное отверстие под клавишу 12, пружину н микропереключатель 10 (МП-3 или ему подобный), сверлят четыре отверстия, в которых затем нарезают резьбу М4 под вииты 6 с потайной головкой и два отверстия на торцах под провода пнтаиня. Пружину и микропереключатель 10 закрепляют на обойме 4 алюминиевыми заклепками или винтами с потайной головкой. Клавишу 12 устанавливают иа место после распайки проводов питания и креплении обоймы к прокладке 7. В качестве оси, иа которой поворачивается клавиша, используется винт МЗ. После сборки и проверки дрели в работе обсйму и торцы прокладки окраши вают нитрокраской нли оклеивают декоративной поливиннлхлоридной пленкой. универсальный настольный станок С помощью описываемого стайка можно сверлить отверстия диаметром до 10 мм в пластмассах и металлах, намотать катушку трансформатора или дросселя, заточить режущий инструмент, отполировать деталь до блеска и т. д. Простая приставка превращает его в токарный станок, на котором можно выточить детали неслолной формы. Патрон, примененный в станке, рассчитан на крепление стандартных сверл диаметромдобмм. Сверла большего диаметра можно закреплять в патроне после проточки их хвостовиков до указанного диаметра. Наибольший ход стола станка - 20 мм; вылет шпинделя - 72 мм; конус шпинделя (Морзе) - укороченный 1а; числа оборотов шпинделя - 330, 1420 и 6100 об/мин, габариты станка (в сверлильном варианте) 120X300X440 мм; масса - 7 кг. Изменение чисел оборотов шпинделя осуществляется перебросом приводного пасснка на трехступенчатых шкивах, закрепленных иа валу приводного двигателя и шпинделе. В качестве 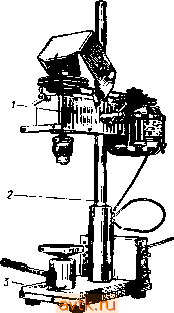 Рис. 89 Общий вид универсального станка: / - шпиндельная бавка, 2 - стойка, J- основание ирвводного применен электродвигатель КД-2 от магиитофоноо серия Эльфа (127 В, 36 В-А, мощность на валу - 7 Вт). С ие-меньшнм успехом можно использовать любой другой электродвигатель, имеющий такие же параметры. Общий вид станка показан на рис. 89, устройство его отдельных узлов и чертежи деталей - на рнс. 90-93 н 95. Конструкция. Станок состоит из шпиндельной бабки / с элекгродвнгателем, основання 3 с механизмом подачи стола и узлом коммутации, сгойкн 2, жестко закрепленной на основании с помощью гайки (находится с нижней стороны основания). Шпиндельную бабку можно перемещать по стойке вверх и вниз и фиксировать ее положение на любой высоте. Для этого в корпусе бабки закреплена разрезная втулка со специальным винтом. При вращении его по часовой стрелке втулка плотно охватывает стойку и тем самым фиксирует положение бабки на ней. Шпиндельная бабка (рис. 90 и 91) состоит из шпиндельного узла (дет. 1-1-1-5, 1-10-1-12, 1-29), разрезной втулки 1-26 со специальным винтом 1-27, электродвигателя 1-23 со шкивом 1-19, резинового пассика 1-И корпуса (дет. 1-17. 1-6-1,8. 1-24, 1-28) с платой 1-18 крепления электродвигателя и кожуха (дет. 1-9. 1-13,1-15). Вращение шкиву 1-10, жестко закрепленному на шпинделе 1-12, передается пассиком 1-14, охватывающим шкив t-19 на валу электродвигателя 1-23. Патрон /-/ удерживается на нижней, конической части шпинделя. Вместе с напрессованными на него двумя шариковыми подшипниками 1-29 он помещен во втулку 1-5. Нижний нодшипник фиксируется в проточке втулки кольцом 1-2, закрепленным на нижней пластине 1-28 корпуса шпиндельной бабки. Положение верхнего подшипника во втулке 1-5 - нефиксированное, на шпинделе же t-t2 он закреплен: снизу трубкой 1-4, а сверху - шкивом 1-10, который прижат к внутреннему кольцу подшипника гайками 1-11. Корпус шпиндельной бабки состоит из нижней 1-28 и верхней /-/7 пластик, несущих основную нагрузку, кожуха 1-24, закрывающего детали бабки, установленные между пластинами, и устройства, фиксирующего положение защитного кожуха (дет. 1-6- 1-8). Этот кожух (дет. 1-9, 1-13) может поворачиваться вокруг винтов 1-15, крепящих его к Пластине 1-17, открывая доступ к шкиву 1-10 для смены чисел оборотов шпинделя. Прн работе защитный кожух обязательно должен быть опущен н закреплен гайкой 1-7. Имеющиеся у пластин 1-17 н 1-28 выступы выполняют роль ножек при установке станка в горизонтальное положение. Основание станка (рис. 92 и 93) состоит нз собственно основання (дет. 3-1, 3-2, 3-15, 3-16), стола 3-9 с механизмом подачи (дет. 3-3-3-8. 3-10, 3-17-3-19) н узла коммутации [(дет. 3-11-3-14. 3-20-3-27). ffif 1-11 1-12 1-iS m m Ш m Ш Щ Щ 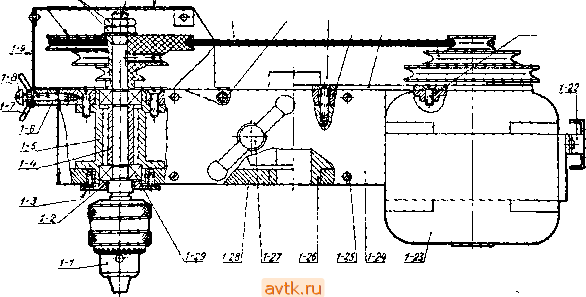 9uc. 90. Шпиндельная бабка: пагрон 1я; 1-3 - KOJtbao; t-S - ят х 8,5 шт.; /.4 - трубха; /-5 - втулка шпяяделя: /-* - ре*ьбо а втулка, Д1в-Т: /-7 - raJtea. Ст.Ючп; t-8 ~- вявт М4 х 25; /-5 - кожух защитный. АМц-П толщиной 1 мм; f-IO - шкна шпкиделя. /- - гаАкв Мв столь. 1-1S - шпиндель; f.j3 крышка защитного кожуха. ЛМц-П юлшииой 1 мм, соединить с дет. 1-9 алюминиевыми чвклепкями; l-H ~ пассик резиновый (от иагнито-фоии Гингарас , Айдясз и т. п.); 1-15 - шт МЗ х ь. 2 шт.; 1-16 - вннт М4 х 16 4 шт., 1-17 - пластинь верхняя; /-8 - ппта электродвигателя: f-l9 - шина электродвигателя, 1-20 - пинт М4 х 12; f-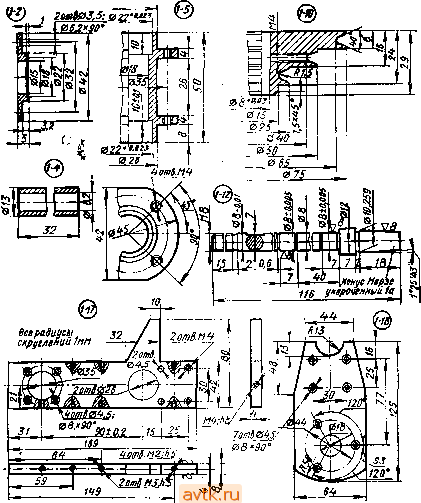 Рис, 91. Деталн шпиндельной бабки: / 2-кольцо, Д16-Т; М - трубка, Д16-Т: /-5 - втулка шпинделя, ЛС53-1; 1-10-шат шнгйнделя, текстолит, дюрзлктникб,- /-/2 - шпиндель. Ст.45; /-/7 - пластина верхняя, Д16-Т; i-i8 - плата электродвигателя, Ст.Юкп; /-/9 - шкив электродвигателя, текстолит, дюраломиниВ; tSt - втулка разрезная. ЛС59-1; 1-27 - винт слециальныЯ. Ст.45; 1-2В - пластина нижняя, Д16-Т 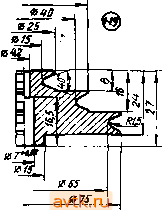 Расклепать Заерессобать 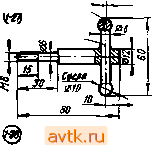 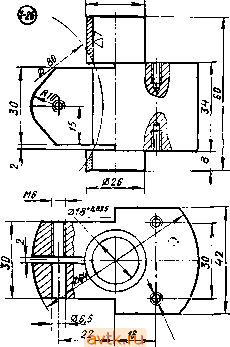
 1 ... 9 10 11 12 13 14 |
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон