

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Механическая обработка металлов 1 ... 8 9 10 11 12 13 14 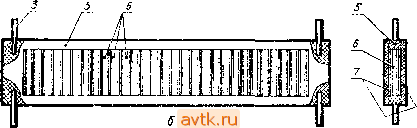 Рис. 75. Самодельные стержни магнитных антенн из ферритовых колец а и стержней б: 1 - стержень, стекло органическое, полистирол; 2 - кольцо, стекло органическое. 2 огг,;? ~ контакт, проволока медная луженая диаметром 0,6 - 0,8 мм, 2 шт., запрессовать нагретым паяльником; 4 - кольца ферритовые; 5-рамка, стекло органическое; 6 - стержни ферритовые; 7 - крышки, стекло органическое* 3 шт., приклеить к дет. 5 дихлорэтановым клеем 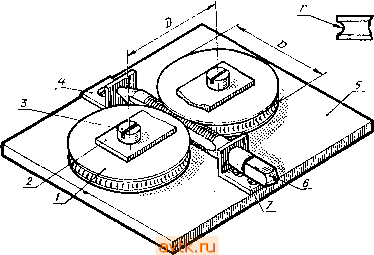 Рис. 76. Приспособление для изготовления червячных колес: / - заготовка колеса, стекло органическое, гетииакс, TCKCTOflHTf 2 шт.; 2 ~ планка, сталь; 3 - внат, 2 шт.: 4, 7 -- угольник и-кронштейны, сталь; 5 - основание* дюралюминий; 6 - метчик qepBB4Hoe колесо можно наготовить в приспособлении, устройство которого показано на рис. 76. Оно состоит нз стального или дюралюминиевого основания 5 с закрепленными на нем стальными угольниками 4 7, которые служат подшипниками длн метчика 6. Заготовки червячных колес / с проточенными на торцах полукруглыми желобками, подвижно закреплиют между планкой 2 и основанием 5 с помощью винтов 3 (для этого в отверстиях основания нарезают резьбу), которые используются в качестве осей, Метчик 6 вставляют в отверстие угольника 7 и ввинчивают между .заготовками до упора в угольник 4. При дальнейшем вращении 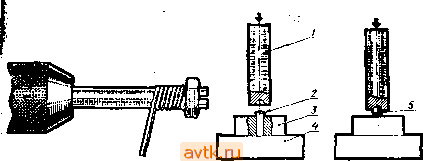 Рис. 77. Оправка для навивки спиральных пружин Рис. 78. Изготовление заклепок: / - обжимка, латуиь; 2 - ааготовка заклш-ки. проволока алюыивневая нли м дная; 3 - пластина, сталЕ : 4 - плита, сталь; 5 - шарик стальной от шарикоподшипника метчика на заготовках нарезается резьба по всей окружности. Таким образом получаются сразу два червячных колеса. В качестве червяка используют валик с такой же резьбой, на конце которого устанавливают ручку настройки. Диаметр заготовки £) рассчитывают по формуле: 0 = г/тс-ь2г, где i - шагрезьбы, мм; 2 - необходимое число зубьев ; г - ра-длус канавкн на заготовке, мм. Для метрической резьбы он равен: r~~(d - ty3, где rf-наружный диаметр резьбы. Применяемые в верньерных н шкальных механизмах спиральные пружины легко изготовить из стальной пружинящей проволоки иа специальной оправке (рис. 77), зажатой в патроне дрели, которая в свою очередь закреплена в тисках. Оправка представляет собой стальной пруток соответствующего диаметра с резьбой и продольным пазом иа конце. Конец пружинной проволоки вставляют в паз, закрепляют гайкой и, вращая патрон, навивают пружину. Для создания необходимого натяжения проволоку пропускают между двумя плотно сжатыми деревянными планками. Окончив навивку, гайку отвинчивают н пружину снимают с оправки. Эту же оправку можно использовать для навивки пру-жни большего диаметра, если намотать на иее в несколько слоев металлическую фольгу илн плотную бумагу, к i..Qi (05 Очень часто у радиолюбителя ие оказывается заклепок нууц. ных диаметров, длины и формы. В любительских условиях их легко можно изготовить из медной или алюмнииевой проволоки подходящего диаметра, воспользовавшись приспособлением, показанным иа рис. 78. Оио представляет собой стальную пластину 3 с отверстием по диаметру проволоки. Толщина пластины должна быть равна длине заклепки. Для изготовления заклепок с полукруглой головкой длину провспочных заготовок бер>т больше длины заклепки на величину, равную 1,3-1,5 днаметра. Пластину 3 кладут иа стальную плиту 4., в отверстие вставляют заготовку н легкими ударами молотка расклепывают выступающую часть, стараясь придать ей форму, близкую к сферической. Окончательную формовку головки производят с помощью обжимки /. Готовую заклепку выбивают из пластины 3 с обратной стороны стальным стержнем диаметром несколько меньшим диаметра заклепки. Обжимку / можио изготовить из стального или латунного прутка подходящих размеров. В торце прутка высверливают небольшое углубление, затем его устапавлнзают иа стальной шарик 5 и ударами молотка по свободному концу прутка придают углублению полусферическую форму. Такую обжимку используют и ДЛЯ формовки головок заклепок при склепывании деталей. Если нужны заклепки с потайной головкой, то отверстие в пластине 3 зенкуют с внешней стороны сверлом, заточенным ПОД угол 90°. В этом случае длина заготовки из проволоки должна быть больше заклепки на 0,6-0,8 ее диаметра. В ряде случаев требуются заклепки из пластмассы. Их можно изготовить иэ отрезков толстой рыболовной лески нли зубьев расчески. Головку заклепки в этом случае формуют жалом паяльника, обернутого фторопластовой пленкой, а затем прикасаются к ней холодным металлическим предметом. Глава 5. САМОДЕЛЬНЫЕ ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ экономичный паяльник с внутренним нагревателем Электрические паяльники с нагревателем в виде многослойной обмотки иа медиом стержне получили очень широкое распространение, однако они обладают рядом существенных недостатков. Из-за большой поверхности, излучающей тепло, они неэкономичны (большая часть тепла бесполезно рассеивается в окружающем пространстве), утолщение, создаваемое защитным кожухо* нагревателя, затрудняет пайку в труднодоступных местах, наконец, ремонт таких паяльников - целвя проблема: слюду, которая 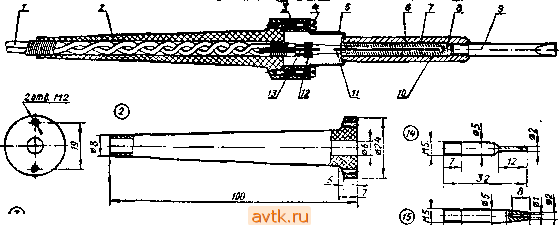
© SaoA ® - a: ® ч Рис. 79 Устройство паяльника с внутренним нагревателем: I - шнуо вятання, 3 - ручка паяльник , тексюлвт, стеклотекстолит; Л - трубчатая стойка, стеклотекстолит. 2 шт-, 4 - шш.1п МЗ X 1Е сталь 2 шт.; 6 - держатель. Ст 1*кп; 6 - стакан. Ст. AJ2; 7, ё. И - прокладки, слюда. 9 - стержень ааяльннка. иадь красная, явкелвровать IQ - иагвеяатель! Л - трубкн, ы дь, 2 шт ; /J ~ прокладка, слюда;, 14 - пержеиь для пайки выводов мянватюрных радиодеталей, м<Дь крас ная латунь; /4 - стержень для аайкн соедивеннй на печатных платах, медь красная латунь; W - арнспособлади* для обжига термооластячио! в олвикя ионтажиых проводов служит межслойной изоляцией, прн перемотке нагревателя редко удается использовать виовь, так как она сильно крошится От этих недостатков свободны паяльники с внутренним нагревателем, предложенные изобретателями И Помазановым иП Тихомировым (а с J*ft 136834) Устройство такого паяльника, который можио довольно легко изготовить в любительских условиях, показано на рнс. 79. Нагреватель W, представляющий собой спираль нэ проволоки с высоким удельным сопротивлением, по мещен внутрь стального стакана 6 и иэолироиаи от него слюдяными прокладками 7, 8 и Л (первая нз них свернута в трубку вторая представляет собой пластинку круглой формы, третья - прямоугольной) Выводы нагревателя скручены с жилами шнура питания / н обжаты медными трубками 12 Левый (по рисунку) конец стачана 6 развальцован в П-об-разном держателе 5, который с помощью винтов 4 н трубчатых стоек 3 закреплен на фланце ручки паяльника 2. На другом конце стакана имеется резьбовое отверстие, в которое ввинчиваются сменные стержни 9 Стержень 9 применяют Д1Я пайки соединений при навесном монтаже, 14 и 15 - при печатном Особенно удобен стержень /5, имеющий конический конец с осевым отверстием. С его помощью легко залудить вывод радиодетали, подготовленной к монтажу (вывод вставляют в отверстие стержня и поворачивают в нем) пропаять соединение на печатной плате (набрав иа жало припой н флюс, его надевают иа вывод детали со стороны печатных про водников, поворачиаают вокруг оси на пол-оборота в одну и дру гую сторону - и пайка готова). Для продления срока службы нерабочие поверхности стержней желательно покрыть иикелеь. или хромом. Полезным дополнением к паяльнику служит съемная насадка /б, изготовленная нз полоски латуни толщиной 0,15-0,2 мм С ее помощью можио надрезать термопластичную изоляцию монтаж ных проводов Нагреватель изготавливают из оксидированного нихромового провода диаметром 0,1-0,15 мм, намотав его в виде спирали на оправке диаметром 1,5-2 мм. Сопротивление нагревателя должно быть равно 30-40 Ом Нужное напряжение питания подбирают с помощью лабора торного автотрансформатора по температуре иагрева рабочего конца стержня В дальнейшем паяльник рекомендуется питать от понижающего трансформатора, обеспечивающего требуемое напряжение. электроискровой карандаш Надписи на гладкой поверхности металла (шкалы, шильдики, панели) удобно ианоснть электроискровым карандашом, устрой ство которого показано на рис. 80 Он состоит из катушки 6, намотанной между щечками 4 па медной трубке 3, сердечника который может в небольших пределах перемещаться в осевом направлении, пружины 7, одним концом упирающейся в сердечник /.а другим - в пробку в, ввинченную в трубку <3, и рабочего электрода 2, плотно вставленного в разрезной конец сердечника Вначале в медной трубке внешним диаметром 6, внутренним 4 и длиной 90-100 мм нарезают внутреннюю резьбу М5 (н^ 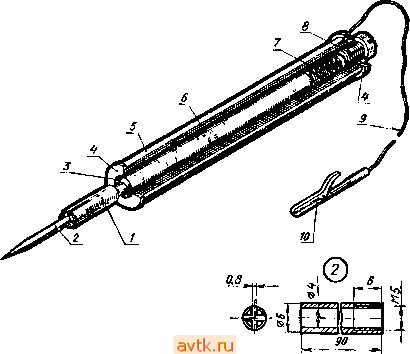
Рис 80 Электроискровой карандаш I - сердечник, Ст AI2; 2 - рабочий электрод, сталь (игла швейнля) 3 - трубка, иедь 4 -~ щечка гетинакс, текстолит, 2 огг 5 ~ лента изоляционнан аолквинилхло рндиая, в - обмотка Электромагнита 7 - пружина, проволока стальна в класса II диа Петром О 25 - 0,3 мм 3 - пробка текстолит 9 - провод соеднннге1Ы1ыЙ 10 - зажим длине 5-6 мм) С другого конца в трубку вставляют сердечник I и легкими ударами молотка завальцовывают ее конец в проточку на нем. После этого иа трубку надевают с клеем БФ-2 гетииаксо-вые (текстолитовые) щ^чки 4 Возле передней (по рисунку) щечки трубку зачищаю! до блеска, припаивают к ией начало провода катушкн (ПЭЛШО 0,5-0,6) и обернув трубку одним-Двумя слоями лакоткаии, наматывают провод слоями виток к витку до заполнения каркаса Второй вывод катушки делают многожильным монтажным проводом (например, марки МГШВ) сечеинем не менее 1 мм*. К свободному концу этого провода при-паивают зажим типа крокодил . От случайных повреждений обмотку защищают поливииилхлоридной изоляционной лентой или несколькими слоями лакоткаии, смазаииой с одной стороны клеем БФ-2. После этого в трубку вставляют пружину (15-20 витков), ввинчивают пробку, а в разрезной конец сердечника / - плотно вставляют электрод - стальную иглу диаметром I мм. При работе металлическую деталь, иа которую необходимо нанести надписи, соединяют с одним из выводов понижающей (5-10 В) обмотки траисформагорз, а другой конец обмотки - с зажимом на конце вывода катушкн. Смочив поверхность детали керосином, прикасаются к ней острием иглы. При этом замыкается цепь питания катушки и магнитное поле, индуцированное в ней, быстро втягивает сердечник внутрь трубки. Между иглой и поверхностью обрабатываемой детали возникает искра, которая и оставляет след ка металле. В процессе работы электрод довольно быстро изнашивается, поэтому его периодически затачивают па наждачном круге или бруске. самоделыше шгампы Применение штампов в радиолюбительской практике целе-сообразио в тех случаях, когда требуется изготовить большое число одинаковых деталей отиоснтельно сложной формы (например, шайб, контактов для самодельного переключателя, монтажных лепестков и т. п.), отверстий (под ламповые панели, электролитические конденсаторы, переменные резисторы и т. д.), выдавить углубления в шассн или корпусе радиоприбора и т. д. Многие штампы можио изготовить нэ недифицитиых материалов, которые почти всегда имеются в распоряжении радиолюбителя. Время, потраченное на их изготовление, с лихвой окупается в дальнейшем, так как отпадает необходимость в индивидуальном разметке и обработке детален. Штамп для изготовления шайб. Устройство возможного варианта такого штампа показано на рис. 81. Он состоит из матрицы /, кондуктора 3, направляющих 2, в качестве которых используются стальные заклепки или штифты, центрирующей планки W и пуансонов и 7, в качестве которых применяются сверла соответствующих диаметров. Заготовки (диски) шайб вырубают в штампе, состоящем из деталей /-5. В этом случае пуансоном служит сверло диаметром, равным внешнему диаметру шайбы, в матрице и кондукторе И1Иользуются отверстия такого же диаметра. Полосу материала (алюминий, латунь, гетииакс, текстолит и т. д.) помещают между матрицей и кондуктором, в отверстие в последнем вставляют заточенный под плоскость хвостовик сверла и ударом по нему вырубают заготовку. Чтобы не испортить сверло и молоток, на рабочий конец сверта надевают защитный колпачок 5 с глухим отверстием, изготозлснный из дюралюминиевого прутка подходящего диаметра (на 3-4 мм больше диаметра сверла). Для того чтобы вырубить в заготовках отверстия, на матрице с помощью штифтов или заклепок 9 закрепляют центрирующую планку W. Затем в отверстие, имеющееся в ней, кладут 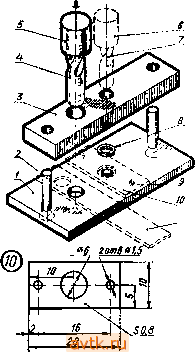 2om6al.S OS; 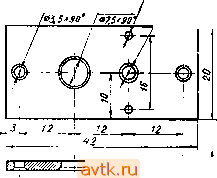 200182,130 06,<!<9O 03. 4* 30  Puc. 81. Штамп для изготовления шайб: , / - ыат(Ж[1а, Ст У8; 2 - направляющая, заклепка стальная, 2 шт., запрессовать а дет. 1: 8- кондуктор, дюралюминий; 4, 7 - пуамсокы (оверла); 5, 6 - колпачки защитные, дюря-ломикяя; 8 - шайба, алюминий, медь, текстолит; 9 - заклепка, алюикнкй. 2 шт.; J0 - алнккй центрируюш;ан, дюралюминий; - полоса материала шайб заготовку 8, накрывают ее кондуктором и сверлом 7, диаметр которого равен внутреннему диаметру шайбы, вырубают отверстие. В качестве примера иа этом же рисунке приведены чертежи деталей штампа для вырубки шайб внешним диаметром 6 и внутренним 3 мм из листового алюминиевого сплава нлн пластмассы. Для того чтобы получить шайбы высокого качества, все отверстия в кондукторе и матрице (кроме двух диаметром 1,5 мм) необходимо сверлить совместно. Скрепив заготовки струбцинками, сверлят в ннх сначала два отверстия диаметром 2 мм. В эти отверстия плотно вставляют направляющие, изготовленные из ровной стальной проволоки соответствующего диаметра. Затем на месте отверстий диаметром 3 и б мм сверлят отверстия диаметром 2,8 мм. Одно из них (по чертежу - правое) расвер-ливают сверлом диаметром 3 мм, а другое - несколькими сверлами, последнее из которых имеет диаметр б мм. Заусенцы с отверстий в матрице снимают плоским личным напильником, прижимая его к плоскости матрицы. Кромки отверстий должны быть острыми, без вмятин с одной стороны и иметь зенковку - с другой. Зенковка необходима для того, чтобы облегчить съем заготовок шайб в первом штампе и удаление отходов от вырубки отверстий в иих - во втором. Центрирующую планку 10 изготавливают из материала той же толщины, что и шайбы. Для облегчения съема готовых шайб отверстие в ней немного увеличивают с помощью шабера, изготовленного из старого надфиля треугольного сечения. Совместив центр этого отверстия с центром отверстия диаметром 3 мм в матрице, обе детали штампа скрепляют струбцинками и сверлят со стороны матрицы два отверстия диаметром 1, 5 мм под заклепки. При необходимости отверстия в кондукторе под направляющие и пуансоны можио увеличить, обрабатывая их мелкозернистой шкуркой, намотанной в два-три слоя на круглую оправку подходящего диаметра. Надо добиться того, чтобы кондуктор перемещался по направляющим с небольшим трением, но без заметного люфта, а пуансоны - достаточно легко входили в соот-.ветствующие отверстия в нем. Штамп для вырубки деталей сложной формы. Штамп, устройство которого показано на рис. 82, а, предназначен для вырубки двусторонних монтажных лепестков. Он состоит из пуансона 5 и матрицы 2, которые закреплены соответственно на пластинах 7 н 1: первый - с помощью винтов 6, вторая- с помощью заклепок 3. Между собой пластины / и 7 соединены заклепками 8. Прокладка 9 служит для создания необходимого зазора между матрицей и пуансоном. Заготовку 4 с просверленными в ней отверстиями, диаметр которых несколько больше диаметра винтов 6, вставляют в зазор между матрицей и пуансоном, следя за тем, чтобы выступающие из пуансона концы винтов вошли в отверстия заготовки. Затем весь пакет помещают между губками тисков (рис. 82,6) и, сжимая их, производят штамповку. Вместо тисков можно использовать настольный винтовой пресс. Пуансон и матрицу лучше всего изготовить из инструментальной или, в крайнем случае, листовой стали марки Ст. 45 илн Ст. 50. От тщательности изготовления этих деталей зависит качество штамповки. Рабочие кромки пуансоиа и матрицы должны быть острыми, а боковые зазоры по всему периметру - минимальными. Отверстия под винты 6 сверлят сверлом, диаметр которого составляет 0,8 диаметра винта, вначале в пуансоне, а затем, используя его как кондуктор,- в пластине 7, Затем в отверстиях пуансона нарезают резьбу, а отверстия в пластине рассверливают до диаметра, равного диаметру винтов, и зенкуют. Такое крепление пуансона позволяет быстро сиять его, например, для заточки. Отверстия в нластннах / н 7 под заклепки 8 сверлят посл установки на них пуансона и матрицы. Вставив пуансон в матрицу, между пластинами помещают технологическую прокладку, равную по толщине матрице. Затем, используя в качестве кондук- 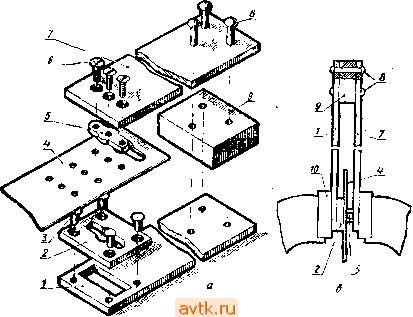 Рис. 82. Штамп для вырубки деталей сложной формы; а - устройство таипа; б - его положение в тисках при работе; 1,7 - пластины, дюра люиииий сталь; 3 - натрица. Ст. У8, закрепить иа дет. / ааклепкаии 3; S заклепка. к№инни9. А шт,; 4 - ааготовка; 5 - пуансон, Ст. У8, закрепить на пластине 7 внитамя 5; i - винт М2. 3 шт.; Я - заклепка, алюминий, 3 шт.; 9 - прокладка, дюралюминий; tO - тнски тора одну из пластин, сверлят отверстия в прокладке, толщину которой берут равной общей толщине пуансона и матрицы. Для извлечения из штампа готовых деталей в пластике / выпиливают отверстие, размеры которого несколько больше размеров вырубаемой детали. Длина пластин / и 7 должна быть в 15-20 раз больше шкрины пуансона, Штамп для вырубки небольших отверстий. Устройство штам* па показано на рис. 83, Как и предыдущий, ои состоит из двух Стальных пластин 2 и 6, соединенных между собой через прокладку 3 с помощью винтов 5 н штифтов 4. Матрица 12, изготовленная из инструментальной стали, закреплеив с помощью винтов W и штифтов на пластине 2, Напротив отверстия мвт-рицы в верхней пластине 6 имеется отверстие, в которое встав- 1 ... 8 9 10 11 12 13 14 |
||||||||||||||||||||||||||||||||||||||||||||
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон