

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Механическая обработка металлов 1 ... 7 8 9 10 11 12 13 14 стенок, нижней стенки 2, подшкальника 9, четырех фигурных металлических планок , четырех стяжных пружин 13 и пере, носиой ручки в. Угольники 3 служат для крепления ннжне! стенкн, угольники 7 - держателя шкалы (или верхней стенки, если шкала размещается на передней стенке). Фигурные планк] вставлены в продольные пазы, прорезанные в передней и за дней стенках примерно наполовину их толщины. Выступы пла иок пропущены в узкие (по ширине планок) четырехугольные отверстия и изнутри корпуса стянуты пружинами 13. Выступы в средней части планок имеют резьбовые отверстия, нспользу-  Рис. 67. Приемник, смонтированный в корпусе, по* казатюм на предыдущем рисунке емые для крепления монтажной платы. Выступающие наружу кромки планок отполированы и служат декоративным украшением. Все детали корпуса изготовлены нз тонкослойной фанеры толщиной 5 мм. Боковые стеики 4 склеепы из двух частей, одна из которых (фанера толщиной 5 мм) определяет внешние размеры корпуса, а другая (фанера толщиной б мм) - его внутренние размеры. Держатель шкалы представляет собой гетииаксовую пластину с приклепанными по длинным сторонам полированными угольниками 10, между которыми при сборке приемника плотно вкладывается шкала 14. изготовленная из прозрачного органического стекла. Б плвстине держателя имеются отверстия под винты крепления к угольникам 7 и продольное отверстие под стрелку - указатель настройки. Примерно такую же конструкцию имеет ннжыян стенка, В качестве несущего элемента в таком корпусе можно использовать и переднюю стенку. Внешний вид приемннка в корпусе показан на рнс. 67. Корпус радиоприбора иэ металла обычно изготавливают из листового материала (стали, алюминиевых сплавов, латуни). высокой технологичностью отличается корпус {рие-. tiB), состоящий всего из двух однотипных П-образных деталей. Одну из них, выполняющую роль несущей, изготавливают из более толстого материала, чем другую, служащую крышкой. Лучшим материалом след>ет считать алюминиевый сплав АМнЛ-П, кот<фЫЙ обладает повышенной жесткостью и хорошо гнется. Для соединения деталей такого корпуса между собой мож о использовать винты, ввинченные в резьбовые отверстия угольников, приклепанных к несущей детали. Все отверстия в ней и крышке сверлят и обрабатывают после гибки. Изготовленне корпуса иачинают с расчета размеров заготовок. Например, длину заготовки несущей детали корпуса рассчитывают следующим образом; 1=2а + с-2{Rf -fs), где а - ширина корпуса, с - его зыед-та, Rl -- внутренний радиус изгиба, 5 -- толщина материала. Определив таким образом длину заготовки несущей детали, ее сгибают, после чего измеряют получившиеся размеры а и с. Если в результате неточности изготовления верхн * и нижняя стороны получились неодинаковыми, &)ль-шую нз них следует подгонять до разма а меньшей. С учетш получившегося размфа с определяют ширину заготсшки второй детали {с - 2s) и рассчитывают ее длину по приведенной шше формуле, подставляя вместо а величину а - S, вместо -R, а вместо S - t. Такая последовательность изготовления деталей тара нтнрует точное (без зазоров) соединение нх по всему периметру. Внешний внд готового прибора в знач1ггельной степени определяется проработкой и качеством изготовления его лицевой Панели. Из множества способов, описанных в радиолюбительской литературе, наиболее приемлемым и обеспечивающим хороший внешний внд следует считать способ, основанный на использовании прозрачных пластмасс (например, органического стекла). В этом случае все надписи, поясняющие назначение органов управления и т. п., вычерчивают в натуральную величину иа плотной глянцевой бумаге. Бумажный лист накладывают на переднюю ттанель прибора (в ней предварительно просверливают и вырезают все необхо;п!мые отверстия) и намечают ксштуры отверстий, которые должны быть на лицевой панели, и ее габариты. Затем с помощью острозаточениого ножа, линейки и ipa-  Рис. 68. Корпус из листового металла фаретов вырезают отверстия и обрезают лист до нужных раа-меров. Надписи наносят черной или цветной тушью, после чего бумагу покрывают тонким слоем карандашной пудры, которую равномерно растирают ватным тампоном. Если лицевая панель должна быть окрашена в два цвета, то вначале ее окрашивают в один из них, прикрыв бумагой ту часть поверхности, которая подлежит окраске в другой цвет. Затем таким же образом окрашивают н ее. Накладку, защищающую иадписн, изготавливают из прозрачного органического стекла толщиной 1-2 мм, В заготовке, вырезанной точно по габаритам передней панели, изготавливают те же отверстия, что и в бумажном листе. Для этого ее накладывают на панель и с обратной стороны острым шнлом нли иглой прочерчивают контуры всех отверстий. Окончательно их обрабатывают, закрепив накладку на передней панели. При сборке прибора иа передней панели закрепляют вначале те деталн, винты крепления которых не должны выходить иа лицевую панель. Для крепления бумажного листа с надписями н прозрачной накладки используют гайки крепления тумблеров, переменных резисторов, штепсельных гнезд и т. п. При необходимости на краях панелей сверлят отверстия под винты (не более М2) дополнительного крепления. В накладке в этом случае нареэают резьбу, а вннты завничивают с внутренней стороны передней панели. Длина винтов должна быть такой, чтобы нх концы ие выступали за плоскость накладки. Надписи можно нанести и фотоспособом. В этом случае вначале изготавливают оригинал в увеличенном масштабе. Надписи можно склеить из отдельных букв н цифр. Затем оригинал фото-грвфнруют, а прн печати увеличивают до размеров передней панели. В остальном изготовление лицевой панели н накладки ие отличается от опнсаипого выше. детали управления и настройки радиоприбора Красивую шкалу для самодельного приемника можно изготовить следующим способом. Б качестве основы шкалы берут стекло илн прозрачное органическое стекло. Линейки диапазонов, названия станций и другие надписи наносят гуашевыми красками иа полосках черной (например, от упаковки фотобумаги) или цветной бумаги. Цвета надписей должны быть контрастными по отношению к фону. Краску разводят водой до густоты, прн которой надписи имеют равномерную плотность, При работе используют обычный чертежный инструмент. Для выделения надписей, относящихся к разным диапазонам, можно использовать краски разных цветов (например, белого, желтого, голубого), или изготовить полоски нз разноцветной бумаги. Когда краска высохнет, шкалу наклеивают на стекло. Для наблюдения за стрелкой - указателем настройки в шкале (до иаклейки ее на стекло) острым лезвием ыожа вырезают несколько (по числу диапазонов) узких щелей шириной 1,5-2 мм. Если же шкала выполнена иа отдельных полосках бумаги, то прн наклейке между ними оставляют зазоры такой же ширины, Изготовленная таким способом шкала красиво выглядит при подсветке стекла с торцов. Шкалу, почти не уступающую по качеству фабричной, можно изготовить фотоспособом на стекле. Оригинал шкалы со всеми необходимыми надписями и делениями вычерчивают в натуральную величину на листе кальки. Вырезанную по размерам шкалы стеклянную пластинку промывают в горячей воде, обезжиривают в содовом растворе и сушат. Затем иа нее наносят слон светочувствительной эмулЬ'ии, представляющей собой клеевой раствор двухромовокислого алюминия. 25 г чистого и прозрачного столярного клея растворяют в 100 г воды, доводят раствор до кипения и охлаждают. Затем при слабом освещенни в него добавляют 5 V порошкового двухромовокислого алюминия, после чего раствор тщательно перемешивают и фильтруют через два-три слоя марли. На стекло состав наносят с помощью пульверизатора. На высохший слой накладывают оригинал шкалы, вычерченный на кальке, и освещают его в течение нескольких минут мощной электрической лампой или выносят на солнечный свет. Проявляют шкалу в ваиночке с проточной холодной водой. В освещенных местах слой эмульсии становится нерастворимым 8 холодной воде, там же, где он был закрыт надписями, эмульсия легко растворяется п уносится водой. Б результате получается как бы негативная шкала (фои непрозрачный, а надписи прозрачные). Прн желании надписи можно окрасить цветным цапонлаком. Цветной фон получают нри добавлении в воду растворимой в ней краски. Указателем настройки в простейших приемниках может служить узкая полоска цветной бумаги, приклеенная к тросику ;щкального механизма. Более красива стрелка, изготовленная нз ровной медной или стальной проволоки диаметром 1 -1,5 мм. Лроволоку полируют до блеска, изгибают, как показано иа рис. 69, а, и покрывают бесцветным или цветным нитролаком. На нижний (по рисунку) конец стрелки надевают короткий отрезок полиэтиленовой трубки. Указатель настройки можно изготовить нз тонкого (0,8- 1 мм) органического стекла (рис. 69, б). С обратной стороны пластины на всю ее длину прочерчивают риску, которую затем заполняют яркой краской. Такая стрелка-указатель не загораживает надписей на шкале (если она расположена перед ней) и четко выделяется на ее фоне при подсветке в торец. Б своих конструкциях радиолюбители нередко используют ручки управления от фабричной радиоаппаратуры. Однако во многих случаях подобрать готовую ручку нужных формы и размеров не удается, и хорошо задуманная конструкция не получается такой, какой она могла бы быть. Основой таких ручек обычно является деталь круглой формы, которую получают прессованием 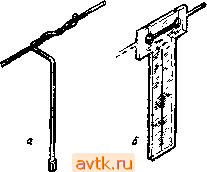 Рис. 69 Указатели настройки из проволоки а и тонкого прозрачного оргапи-ческого стекла б из пластмасс или вытачиванием иа токарных станках. В любительских условиях круглые ручки управления можно изготовить с помощью эдектрическон и даже ручной дрели из листовых металлов и пластмасс. Заготовку для ручки можно вырезать из листа подходящей толщины с помощью кругового резца илн выпилить обычным лобзиком в последнем случае следует оста вить припуск 0,5-0,8 мм на предварительную обработку, кото рую выполняют в тисках, опиливая заготовку до окружности, начерченной при разметке Окончательно заготовку обрабатывают, закрепив с помощью гайки на оправке, закрепленной, в свою очередь, в патроне дрели (рнс. 70). Дрель закрепляют в тисках н, приведя пат-рои во вращение, обрабатывают деталь плоским личным напильнике VI, равномерно прижимая его к торцу деталн до тех пор, пока его поверхность не станет ровной н гладкой При необходимости деталь по лируют, обрабатывая ее вначале мнкропнон шкуркой, а затем пастой ГОИ, нанесенной на суконную тряпочку. Если ручка должна иметь накатку, то ее желательно нз готовить из термопластичной пластмассы (полистирола, органического стекла). Оправку с обработанной деталью вынимают из патрона и, несколько ослабив ганку, прокатывают деталь с легким нажи\1ом по плоскости драчевого напильника, нагретого до появления цветов побежалости Накатку более высокого качества можно получить, используя приспособление, устройство которого показано на рис. 71. Оно состоит нз основания 2, изготовленного из листовой стали нли дюралюминия толщиной 8-10 мм, В торцах основания имеются отверстия поо, валик 6, на котором с помощью стопорного винта закреплено зубчатое колесо 5 Зубьям последнего придана треугольная форма с острыми кромками Обрабатываемую деталь 7 насаживают на стальной валик 4, который может перемещаться в пазач основания 2 Подача детали осуществляется винтом упирающимся своим буртиком в вилку 3. На ее концах пропилены треугольные пазы, которыми она упирается в валнк 4. С помощью винта i деталь 7 плотно прижимают к колесу 5, поворачи- М  Рис. 70 Справка для обточки круглых деталей в патроне дрелн вают его иа 2-3 оборота, затем снова прижимают к нему деталь 7 и т, д. до тех пор, пока на ее торце ие появятся четкие зубчики Работа заметно ускоряется, если колесо 5 предварительно нагреть. После накатки деталь снова укрепляют на оправке в патроне дрели и делают на кромках фаски размером (0,5-1) Х45*. 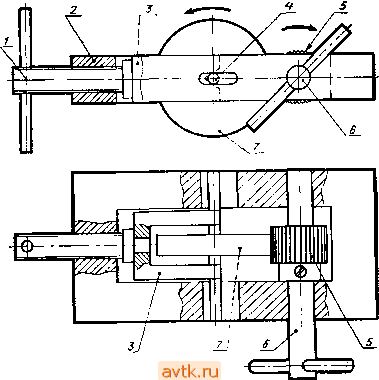 Рис. 71. Приспособление для naKdTKH круглых пластмассовых ручек управления: / - пннт (Мб - М8) ходовой. 2-основание, дюралюминий, сталь, Я - вилка, сталь) < -валик, сталь, 5 - колесо зубчатое сталь, закрепить на валике S стотюруыи винтом, 6 - аалик, сталь, 7 - ручка управления оргстекло Оси конденсаторов переменной емкости н переменных резисторов часто имеют на конце лыску, а иногда и резьбовое отверстие. Конструкции самодельных ручек для этого случая показаны на рис. 72. Если ось радиодетали имеет только лыску то в центре Диска 2 (рис. 72, а) сверлят отверстие точно по диаметру оси, а затем пропиливают с одной стороны прямоугольные пазы н вырез В пазы плотно вставляют плоскую пружину 5, ширина которой Должна быть равна толщине детали 2, Диск / (без отверстия) приклеивают к диску 2 соответствующим клеем. После просушки детали закрепляют на оправке, имеющей такие же пос^- 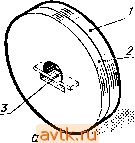  6 7 3 В w 12 В 10 13 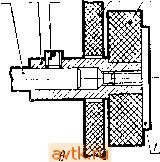 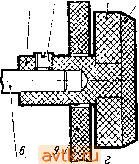 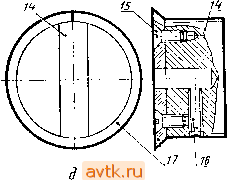 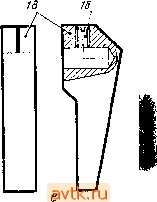 Рис. 72. Самодельные ручки управления для конденсаторов переменной аакости (а, б), универсальные (в, г), для переключателей (д и е): 1,3, 4 я J - днски, оргстекло, склеить попарно дихлорэтановым клеем; 3 - пружина плоская* сталь, бронза; 6 - ось органа управления; 7 - втулка, латунь, дюралюминий; 3 - винт стопорный МЗ (М4); 9 - стенка корпуса; 10 - днск, стекло органическое, эбонит; tl - вннт специальный, дюралюминий, латунь, головку полировать; 12 - втулка, стекло дочные размеры, что и радиодеталь, и обрабатывают напильником, как уже описывалось выше. Если же иа конце осн радиодетали имеется резьбовое отверстие, то в центре диска 5 (рис. 72, б) вырезают отверстие соот-ветствуюш,ей формы, а в диске 4 сверлят круглое отверстие под крепежный виит. Склеивают детали такой ручки либо на оси радиодетали, либо на оправке, используя в обоих случаях винт с соответств>ющей резьбой, после чего обрабатывают ручку напильником. Ручки, устройство которых показано иа рнс. 72, виг, удобны в тех случаях, когда органы управления радиоприбором выведены на боковые стенки. В подобных конструкциях вылет осей органов управления за пределы стеиок нежелателен по конструктивным соображениям, поэтому прнход[1Тся применять ручки, которые крепятся изнутри корпуса. Первый вариант ручки (рис. 2, tf) можно изготовить из органического стекла, эбонита илн полистирола (диск) и дюралюминия или латуни (втулка и виит). Детали второго варианта (рис. 72, г) можно выточить целиком нз пластмассы, а затем склеить между собой. Установка ручек иа осях органоа управления ясна нз рисунка. Ручки вполне современной формы для переключателей также можно изготовить из листового дюралюминия, органического стекла или гетинакса. Конструкции двух таких ручек приведены па рис. 72, д и е. Круглые детали вытачивают иа токарном станке или иа оправке, закрепленной в патроне дрели. Отверстия под ось в рукоятках сверлят отдельно. Затем на них накладывают круглые детали ручек, совмещают их отверстия с отверстиями в рукоятках, вставляют в них круглый пруток подходящего диаметра и сверлят сразу в обоих деталях отверстия под крепежные винты. В глухих отверстиях рукояток нарезают резьбу, а отверстия в круглых деталях рассверлиаают до наружного диаметра резьбы и зенкуют иод головкн винтоа. Для придания таким ручкам красивого вида нх детали полируют до блеска пастой ГОИ. разные детали С помощью дрели можно изготовить и шкивы верньерно-шкальных механизмов. Круглую заготовку в этом случае получают указанным выше способом, а канавку под тросики изготавливают ножовкой по металлу и надфилем. Для того чтобы канавка получилась точно посредине торца детали, к ножовочному полотну 4 (рис. 73, а) с помощью струбцинки 3 прикрепляют базирующую пластинку J (прн работе ее прижимают к левому краю заготовки 5) с прокладкой 2, толщина которой равна половине органическое; /л - диск, сгекло органическое, абоннт, приклеить к дет. 10; 74 - ручк*1 дюралюминвв, полировать; 1$ - винт М2 fM3), 2 шт ; 16 - винт стопорный МЗ (М4); */ - диск, дюралюминий, оолировать; 18 - ручка, дюралюинкнй^ полировать разности толщин заготовки и ножовочного полотна. После того, как полотно углубится в заготовку на 0,5-0.6 ми, его убнрают„ а дальнейшую обработку ведут плоским или круглым надфилем, в зависимости от требуемого профиля канавки. С помоихью ножовочного полотна нетрудно изготовить и кольцевую проточку на круглом валике,иапример, под упорную 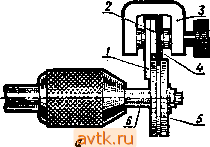  Рис. 73. Проточка :юльцевых канавок шкизах а и валиках б: I - пластинка* дюралюминий; 2 - прокладка, дюралюминий; 3 - струбцинка) - подотво ммовочное; 5 - П1кик; € - оправка, сталь; 7 - валик; S - втулка, сталь, вакрепнть я вялнке стопорным пннтом; 9 - стопорный вннт  Яда. 74. Самодельные детали радиоустройств: - кнопка переключателя; б - панелька для транзисторов; I, 2 - детали корпуса панельки, органическое стекло, склеить дихлорэтановым клеем; 3 - контакт, латунь, бронза я-щиной 0,15- 0.25 мм, серебрить. 3 шт. ИЛИ обжимную шайбу, вилку пружинящего контакта и т. п. Валнк 7 (рис. 73, б) закрепляют в патроне дрели, а в том месте, где на валике должна быть кольцевая проточка,- втулку 8, положение которой фиксируют стопорным винтом 9. ПрнведЯ патрон во вращшие, ножовочное полотно 4 прижимают к валику и торцу втулки 8 и перемещают в направлении, перпендикулярном их сям, до тех пор, пока не получится проточка нужной глубины. Из листовых пластмасс можно довольно простым способом изготовить такие детали, как кнопки переключателей, панельки для транзнсторов. Простые по конструкции кнопки (рис. 74, а) склеивают из кусочков непрозрачного органического стекла или полистирола. После склейки заготовки опиливают напильником, обрабатывают мелкой наждачной шкуркой и полируют. На планке переключателя такую кнопку закрепляют заклепками или винтами. В последнем случае в дтиниой пластине кнопки или в планке (если она не тоньше 2-2,5 мм) нарезают резьбу. Конструкция панельки для транзистора и чертежи ее деталей показаны на рис. 74, б. Детали корпуса 1 п 2 выпиливают из органического стекла или полистирола. Пазы прямоугольного сечения в детали / изготовляют с помощью ножовки и плоского надфиля. Готовые детали склеивают дихлорэтановым клеем. Контакты 3 сгибают из полосок твердой латуни или бронзы. Перед установкой на место ях желательно посеребрить. Выступающие нз корпуса части контактов разводят с помощью пинцета или малогабаритных плоскогубцев. Листовой полистирол или органическое стекло может быть использовано для изготовления самодельных магнитных антеии в тех случаях, когда в распоряжении радиолюбителя ие окажется стержня нужных размеров и марки. Для изготовления сердечника магнитной антенны можно использовать ферритовые кольца внешним диаметром 8-12 мм или стержни диаметром 2,8 н длиной 12-14 мм. В первом случае сердечник в сечеиии получается круглым, во втором - пря.моугольиым, Сердечник нз колец (рис. 75, а) собирают на стержне круглого или квадратного сечения, изготовленном из органического стекла или полистирола. На концах набора нз ферритовых колец закрепляют кольца из того же материала, что и стержень, Кольца склеивают друг с другом полистироловым клеем по обычной методике. Склееный набор плотно обертывают несколькими слоями чертежной бумаги, обвязывают нитками, после чего аккуратно зажимают между губками тисков, иадев на выступающие концы стержня небольшие трубочки из любого материала. После высыхания клея (через I-2 суток) бумагу удаляют, обрезают лишние концы стержня, а в кольца из диэлектрика запрессовывают отрезки медной луженой проволоки, к которым впоследствии припаивают выводы катушки магнитной антенны. Сердечник из стержней (рис. 75, б) собирают в корпусе, изготовленном из полистирола. Толщина рамки 5 должна быть на 0,1-0,2 мм больше диаметра стержней 6. С одной стороны к рамке приклеивают крышку 7, а в образовавшуюся полость аккуратно укладывают стержни н заливают их полистироловым клеем. После высыхания клея приклеивают вторую крышку, и сердечник готов. Для верньерных устройств с большим замедлением удобно использовать червячные передачи, обладающие, как известно, большим передаточным отношением. В любительских условиях 1 ... 7 8 9 10 11 12 13 14 |
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон