

|
|
|
Разделы
Публикации
Популярные
Новые
|
Главная » Механическая обработка металлов 1 2 3 4 ... 14 механическая обработка металлов Под механической обработкой понимают все операции, необходимые для изготовления той или иной детали, от рихтовки материала до окончательной ее обработки. В своей практической деятельности радиолюбителю-конструктору чаще всего приходится иметь дело с обработкой листовых металлов, сплавов и пластмасс, из которых изготовляются шасси, панели и корпуса радиоаппаратов, всевозможная арматура (кронштейны, уголки, хомутики, скобы п т. п.), а также контакты, лепестки и некоторые другие детали. Заготовку детали из металлов н их сплавов можно вырезать из листа ножницами по металлу, ножовкой или, если материал достаточно мягок {алюминиевые сплавы), с помощью резака (см. рис. 14), используемого обычно для резки листовых пластмасс. Последний способ несколько более трудоемок по сравнению с двумя пераыми, но он предпочтительней, так как позволяет сохранить ровную поверхность материала и облегчает окончательную обработку заготовки. Дело в том, что заготовка, вырезанная ножницами, требует рихтовки, а ножовкой можно выпилить заготовку лишь ограниченных размеров. Резаком же лист можно надрезать практически на любой длине, а обработка кромок сводится к опиловке напильником небольших количеств металла. Резаком материал надрезают по линейке примерно на одну треть толщины с каждой стороны, после чего отламывают заготовку. Для облегчения работы от листа вначале отрезают полосу металла по ширине заготовки, а затем от нее отделяют отрезок нужной длины. Однако не исключено, что материал, из которого изготавливается деталь, покороблен, имеет вмятины н его необходимо выправить- отрихтовать. Правку производят на массивной ровной стальной плите или наковальне с помощью деревянного молотка (киянки) или стального с гладко отшлифованным выпуклым бой- ком (молоток с квадратным бойком оставляет следы на поверх-иостн металла). Для правки заготовок небольших размеров можно использовать отрезок стальной балкн tun рельса. Заготовки из мягких цветных металлов и сплавов удобнее всего рихтовать деревянным молотком. Наиболее просто поддается исправлению полосовой металл. Отметив на паюСе места, которые необ.ходимо выправить, ее кладут на стальную плиту выпуклостью вверх. Удары наносят по выпуклым частям, изменяя силу ударов в зависимости от толщины материала п радиуса изгиба. По мере спрямления полосы ослабляют улары и, переворачивая ее с одной стороны на другую, добиваются полного выравнивания поверхности. Если на полосе несколько выпуклостей, вначале правят те из них, которые расположены с краю, а затем - посередине. Полосы из мягких алюминиевых и медных сплавов лучше рихтовать через прокладку нз гетинакса или текстолита толщиной 1,5-3 мм. В этом случае получается очень ровная неповрежденная поверхность даже при работе обычным стальным молотком. Наиболее сложно выправить большие листы, особенно если на нх поверхности не одна, а несколько выпуклостей, расположенных далеко от краев. Следует твердо запомнить, что наносить удары по выпуклости ни в коем случае нельзя - от этого она не только не станет меньше, ио, наоборот,увеличится. Удары следует наносить сначала по краям выпуклости, постепенно приближаясь к ее серед-ине н ослабляя при этом силу удара. Заготовку с ровной серединой н неровными краями правят, нанося удары от середины по иаправлеиню к краям. Периодически переворачивая заготовку, добиваются полного выравнивания ее поверхности. Тонкий (до 0,5 мм) листовой металл правят на стальной плите с помощью металлического или деревянного бруска с закругленными кромками (рис. 1). Хорошие результаты дает терморихтовка листового материала. Небольшие пластины нз алюминия нли латуни, с которых предварительно сняты заусенцы по всему периметру, зажимают между стальными пластинами 2 (рис 2), в одной нз которых имеются резьбовые отверстия под винты /, также изготовленные из стали. В таком виде весь пакет нагревают до 200-250° С н выдерживают при этой температуре 1,5-2 ч, затем постепенно охлаждают до комнатной температуры. После этого отрнхтован-иые пластины 3 становятся плоскими. Терморихтовка объясняется неравенством температурных коэффициентов линейного расширения пластин 2 и рихтуемых пластин 3. При нагревании пластины подвергаются действию огромных сил сжатия и рихтуются. После рнхтовкн заготовку обрабатывают до необходимых размеров с помощью напильников. Зажимают ее в тисках (если металл мягкий, обязательно через прокладки нз картона, фанеры или текстолита) с таким расчетом, чтобы обрабатываемая кромка выступала над губками тисков не более чем на, !-3 мм (в общей случае на высоту, примерно равную толщине материала). Одинаковые заготовки из тонкого материала рекомендуется рбраб^ы-вать, зажав в тисках одиовременио несколько заготовок. Ровность опиливаемых поверхностей необходимо возможно чаще проверять, прикладывая к ним торец сталыгой линейкн (на просвет), а углы-с помощью угольника (также иа просвет). Внешние закругления всегда следует опиливать вначале в поперечном направлении и только прн окончательной (чистовой) обработке - вдоль, чтобы придать нти rjraflKOCTb. 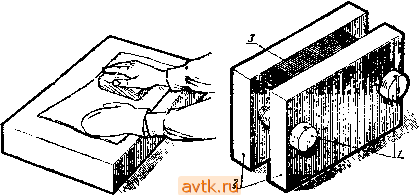 Рас. 1. Правка тонкого лисгового металла Рие. 2. Приспособление для т^орих-товки: /- винты МЗ-М10, ста-ль, ! -пластины, сталь. 3 - пластины рихтуемые, алюминий, латунь В процессе работы напильпнкн загрязн5потся, особенно при опиловке деталей из мягких металлов, поэтому изс периодически чистят кисточкой из стальной проволоки. Для предохранения обрабатываемой поверхности от грубых царапин, а иасечки напильника - от забивания металлом, прн обработке мягких металлов иапильинк следует натереть мелом илн древесным углем. Если заготонку необходимо согнуть, на ней размечают линии изгиба. Для этого используют стальи\ю разметонную линейку и чертилку, представляющую собой изиошеиный надфиль круглого сечения или медный (латунный) пруток с острозаточениым концом. Медные чертилки удобны при разметке черных металлов. Размеченную заготовку закрепляют в тисках с таким расчетом, чтобы линия изгиба находилась на одном уровне с верхней плоскостью губок и была с той стороны, в которую будет производиться гибка. Если металл rfe очень толстый и твердый (цветные металлы толщиной до 1-1,5 мм), первоначальный изгиб производят рукой через стальную или текстолитовую прокладку толщиной 6-10 мм Усилие следует прикладывать возможно ближе к линии изгиба, как показано на рис. 3, а. Нужный угол изгиба получают ударами молотка по этсш прокладке, лсоторые наносят также в иепосредстввнной близости от iiaueaeHHofi линии (рис 3, ).При гибке сталь-ного листа используется стальная прокладка. 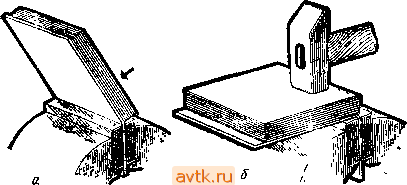 Рис. 3 Гибка листового металла в тисках: а - -начало гнбки, 6- ф^>мирование обх^и^аго угла кгглбш 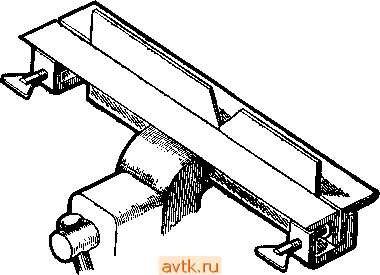 Рис 4. Способ 1фешшния мегаллического листа между угольниками при гибке Если Заготовка длиннее губок, ее закрепляют в тисках между двумя жесткими стальными угольниками илн полосами с ровными краями (рис. 4), длина которых равна или несколько больше длины заготовки. Свободные концы угольников (полос) дополнительно стягивают струбцинами, ручными тисочками илн болтами с гайками. Если заготовка из стали толщиной 1-1,5 мм или алюминиевого сплава толщиной 1,5-2,5 мм, то для облегчения гибки рекомендуется ослабить сечение металла по лиинн изгиба. В первом случае это можно сделать, просверлив точно по лнннн изгиба ряд отверстий диаметром 2-3 мм с шагом 10-15 мм (сслп это допускается назначением детали), во втором - надрезав материал стальным резаком, применяемым для резки листовых пластмасс. Глубина надреза должна быть не менее одной трети, а ширина - несколько больше толщины заготовки. При закреплении в тисках нижняя кромка надреза должна целиком выступать над плоскостью угольников нлн полос. Разметку необходимых отверстий и вырезов производят на согнутой заготовке. Эту работу удобнее выполнить вначале на листе миллиметровой бумаги, размеры которого равны размерам развертки изогнутой детали. Совместив одну из кромок детали с краем бумажного листа, обертывают ее с наружной стороны и отмечают карандашом линии гибки. Затем бумажный лист распрямляют и делают на нем разметку всех отверстий и вырезов. После этого лист с разметкой приклеивают к заготовке каплями резинового клея и с помощью кернера переносят иа нее центры всех круглых отверстий, вершины углов прямоугольных отверстий, вырезов и т. д. Удалив разметочный лист, с помощью штангенциркуля (вместо него можно использовать разметочный циркуль из готовальни), стальной линейкн и чертилки вычерчивают на металле контуры всех больших отверстий и вырезов. Для гибки большого количества мелких деталей (контакты переключателей, детали клавиатур электромузыкальных инструментов и т. п.) целесообразно изготовить приспособления, которые без предварительной разметки дают возможность получить идентичные по размерам детали и намного сокращают время на их изготовление. В качестве примера иа рис. 5 показано приспособление для гибки контакта, чертеж которого приведен на рис. 5, а. Основной деталью приспособления является металлическая пластина 2 с отверстиями под штифт 3 и винты 4. Штифт диаметром di запрессовывают в пластину с таким расчетом, чтобы с одной ее стороны он выступал на 0,4-0,6 мм. Кромки пластины в том месте, где будет производиться гибка, скругляют радиусом, равным толщине материала контакта. Вырезая заготовки контактов, необходимо учесть, что наилучшие пружинящие свойства контакт будет иметь в том случае, если изгиб производится поперек волокон материала (то есть перпендикулярно направлению проката). Заготовку / с предварительно просверленным отверстием диаметром d\ нйдевают на штифт 3 (рис. 5, б) и изгибают, как показано на рисунке. Проделав эту операцию со всеми заготовками и не снимая последнюю из них, в пластину 2 с обратной стороны ввинчивают винты 4, под головки которых вставляют круглую оправку 5 и изгибают заготовку, как показано иа рис 5, в. Из-за упругих свойств материала (обычно это твердая латунь, бронза и т, п.) контакт после гибки не совсем соответствует чертежу. Формовку (подгибку) его до чертежных размеров делают с помощью пинцета или небольших плоскогубцев. Отверстие  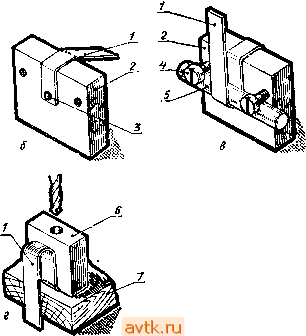 Рис. 5. Последовательность изготовления деталей сложной формы: а - чертеж детали; б - первая операция гибки; в - вторая операция гибки; е - сверление отверстия диаметром dt. / - заготовка детали, 3 - пластина, дюралюминий, латунь, сталь; 3 - штифт диаметром dj, запрессовать в дет. 2\ 4 - винт, 2 шт.; 5 - оправка, сталь; 6 - кондуктор, дюралюминий, сталь; 7-деревянная доска диаметром (/2 сверлят в согнутом контакте через кондуктор (рис. 5, г). Он представляет собой пластину из любого достаточно твердого материала толщиной, равной внутреннему размеру контакта с, с отверстием соответствующего диаметра. Круглые отверстия небольшого диаметра (до 8-10 мм) сверлят иа сверлильном станке с помощью электрической или ручной Дрели, При сверлении отверстий в стали и твердых сплавах угол заточки сверла должен быть около 120°, если же металл мягкий - около ЭС. При большом числе отверстий разного диаметра вначале рекомендуется просверлить их все сверлом, диаметр которого равен диаметру самых Малых отверстий, а уже затем рассверлить остальные отверстия до нужных размеров. Во избе- жание ошибок одинаковые отверстия следует лометать каким-либо способом. Для получения чистых, гладких отверстий применяют различные сма304ио-охлаждающие вещестиа. Так, при сверлении отверстий в стали сверла нужно периодически смазывать каким-либо густым техническим маслом нлн вазелином, в твердых алюминиевых сплавах (например, Д16-Т) -хозяйственным илн туалетным мылом, в мягких алюмнниев№х сплавах (АМг, АМц) - мыльной водой. Чтобы придать отверстиям законченный вид, их зенкуют иа небольшую глубину (0,2-0,3 мм) с обеих сторон сверлом, диаметр которого примерно вдвое больше диаметра отверстия и заточенным под угол 90°. Более глубокую зенковку делают под винты и заклепки с потайной головкой. При зенковке отверстий в тонколистовых материалах последние желательно закрепить на пластмассовой (текстолит, ге-тинакс) пластчие. Такой способ зенковки позволяет получить конические углубление правильной формы. В шасси, панелях и т. п. деталчх часто нарезают резьбу, используя для этой цели специальный инструмент - метчики. Комплект метчиков для каждого стандартного размера резьбы состоит из двух метчиков: первого, отличительной особенностью которого являегся больший заходный конус и неполный профиль резьбы (маркируется одной кольцевой риской), и второго, с уменьшенным заходным конусом и полным профилем резьбы (маркируется буквой Е). Диаметр отверстия под метр1Г'1ескую резьбу можно приближенно определить, умножив размер резьбы иа 0,8 (например, для резьбы М2 - сверло должно иметь диаметр 1,6 мм, для МЗ -2,4-2,5 мм, для М4 -3,2-3,3 мм и т. д.). Резьбу нарезают вначале первым метчиком, затем - вторым. Для скалывания стружки метчик после каждого оборота по часовой стрелке поворачивают на пол-оборота в обратном направлении. Для улучшения качества резьбы рекомендуется применять те же смазочно-охлаждающие вещества, что п при сверлении. При работе метчнки закрепляют в специальных держателях. Очень удобно использовать для этой цели ручки-клювики, нспа1ьзуемые для управления переключателями. Для надежности резьбового соединения его диаметр следует выбирать так, чтобы в резьбовом отверстии было не меньше трех полных ниток резьбы. Так, при толщине материала 2 мм можно нарезать резьбу М2 и МЗ (шаг резьбы - 0,4 и 0,5 мм соответственно), а М4 уже нельзя (шаг резьбы - 0,7 мм). Следует также учесть, что в мягких металлах (например, в алюминии) резьбы с мелкими шагани получаются очень непрочными и ие допускают -многократных вывинчиваний н завинчиваний винтов. Взтом случае в отверстии обычно развальцовывают специальные гайки из саалн нли латуни, к которым и крепят детали (рнс, -6). Иногда можно поступить иначе' ограничиться нарезкой резьбы только первым метчиком, В таком отверстии внит удерживается достаточно прочно. при нарезке резьб в глухих отверстиях следует соблюдать особую осторожность, чтобы не сломать метчик. После каждых двух-трех полных оборотов его следует вывинчивать и удалять стружку. Если метчик вдруг пошел очень туго, его необходимо вьГвинтить и проверить глубину сверления: ие исключено, что метчик уже дошел до диа отверстия. Для иарезки резьбы в неглубоких (2-4 мм) глухих отверстиях применяют метчики, у которых заходный конус уменьшен до одного витка. Их изготавливают обычно из сломанных метчиков. 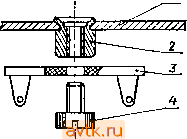 Рис. 6. РезьбоБое соединение с помошью втулки (гайки), развальцовзн- ной в мягком металле: / - панель из мягкого металла (шасси, кронштейн и т. п ); 5 - етулка резьбовая (гайка); 3 - плата монт,тжная, 4 - винт Большие отверстия, как правило, вначале высверливают по контуру сверлом диаметром 2-4* мм (в зависимости от размеров отверстия), а затем вырубают зубилом и опиливают напильниками соответствующей формы. Высверливать круглые отверстш! без предварительной разметки можно с помощью универсального циркульного кондуктора, устройство которого показано на рис. 7. Применение этого приспособления позволяет уменьшить припуск иа окончательную обработку и значительно снижает ее трудоемкость. Основой кондуктора являются пластина 3 н планка 7, подвижно соединенные друг с другом заклепкой 2 и винтом 4. Планку 7 закрепляют с помощью винта 6 и гайки 5 иа обрабатываемой детали. Радиус высверливаемого отверстия определяется расстоянием от оси винта 6 до внешней образующей сверла, вставленного в соответствующее (в зависимости от диаметра сверла) отверстие в пластине 3. Для установки кондуктора в детали сверлят отверстие под винт 6, вставляют его с нижней стороны детали, надевают иа Ь1ступающий конец винта планку 7 с шайбой и закрепляют их гайкой 5. Затем, немного отпустив виит 4 и установив нужный радиус сверления, снова затягивают его и сверлят первое отверстие. После этого отпускают гайку 5, поворачивают кондуктор на нужный угол, снова затягивают гайку, сверлят следующее отверстие и т. д. Большие круглые отверстия в алюминиевых сплавах удобно вырезать с помощью приспособления, устройство которого показано на рис, 8. Оно состоит из цилиндрического стержня И 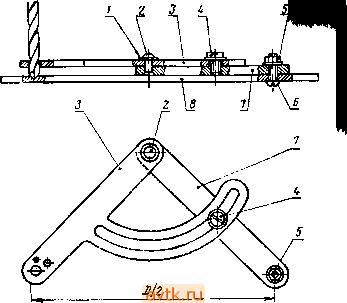 Рис 7, Устройство циркульного кондуктора / - шайба, сталь, 3 шт ; г - заклепка сталь 3 - пластина кондуктор сталь латунь 4 - винт Ш, 5 - гайка W3, 6 - винт МЗ. 7 - планка, ста.-Пч в - обрабатываемая деталь © Р с 5 Приспособление для вырез 1ния отверстий большого диаметра; / - стержень, Ст 45, 2 - реэец сталь У8 3 - держатель резца, Ст iEt - вкнты MS закрепляемого в патроне сверлильного станка или электрической дрели, выдвижного держателя 3 и резца 2 Для крепления резца и держателя можно использовать винты М4-М5 (4), а резец изготовить из обломка надфиля, метчика или сверла, придав ему иа абразивном круге форму, показанную иа рисунке. В центре буд)Щего отверстия сверлят отверстие диаметром 4 мм и вставляют конец стержня /. Для изготовления узких прямоугольных отверстий (например, д.1я лапок трансформаторов и дросселей) сверлят подряд несколько круглых, перемычки между ними вырубают узким зубилач, а затем тоским надфилем добиваются нужной формы. 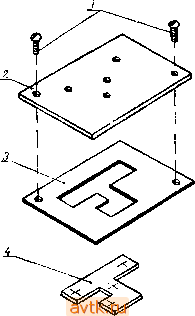 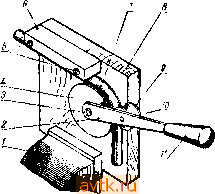 Рис 9 Кондуктор для сверления отверстий в бмьшом количестве одинаковых детааей t- заклепка ачючипий 2 шт S - плас* тина койдуттор, лат>нь сталь 5 - фиксатор дюралюминий, сталь соединить с дет 2 заклепками 1,4 - обрабатываемая деталь Рис 10 Станок для гибки трубок из мягких металлов (алюминий, медь): / - тиски 2 - рычаг, сталь то ициаой 4 - 6 мч 3 - винт MIO ~ М12, 4 - диск, бере за, бук 5-винт Мб, 2шт 6 - планка-ограничитель, сталь, 7 ~ трубка, S - осно валив станка, бук, дуб 9-ролик, сталь, 10 - ось ролика, сталь, II - рукоятка, береза Очень удобно для этой цели использовать несложный штамп, описанный в гл. 5. При изготовлении большого числа одинаковых деталей с отверстиями, разметка которых отнимает очень много времени, целесообразно использовать простейший кондуктор (рис. 9) - стальную, латунную или дюралюминиевую пластину толщиной 1,5-2 мм с отверстиями соответствующего диаметра и расположенными так же, как и на детали Такой способ сверления отверст нй позволяет обойтись без предварительной разметки и керне-ния каждой детали. Для фиксации положения обрабатываемой детали относительно отверстий в кондукторе 2 изготавливают фиксатор 3, 1 2 3 4 ... 14 |
|
© 2004-2026 AVTK.RU. Поддержка сайта: +7 495 7950139 в тональном режиме 271761
Копирование материалов разрешено при условии активной ссылки. |
 Экструзия композитов
Экструзия композитов Угловые шкафы
Угловые шкафы Искусственная кожа
Искусственная кожа Детская кроватка
Детская кроватка Мебель для ванной
Мебель для ванной Выбираем мебель
Выбираем мебель Ткань для мебели
Ткань для мебели Подъемная кровать
Подъемная кровать Шторы для дома
Шторы для дома Поролон
Поролон